 Тэлефон: +8618853401859
Тэлефон: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




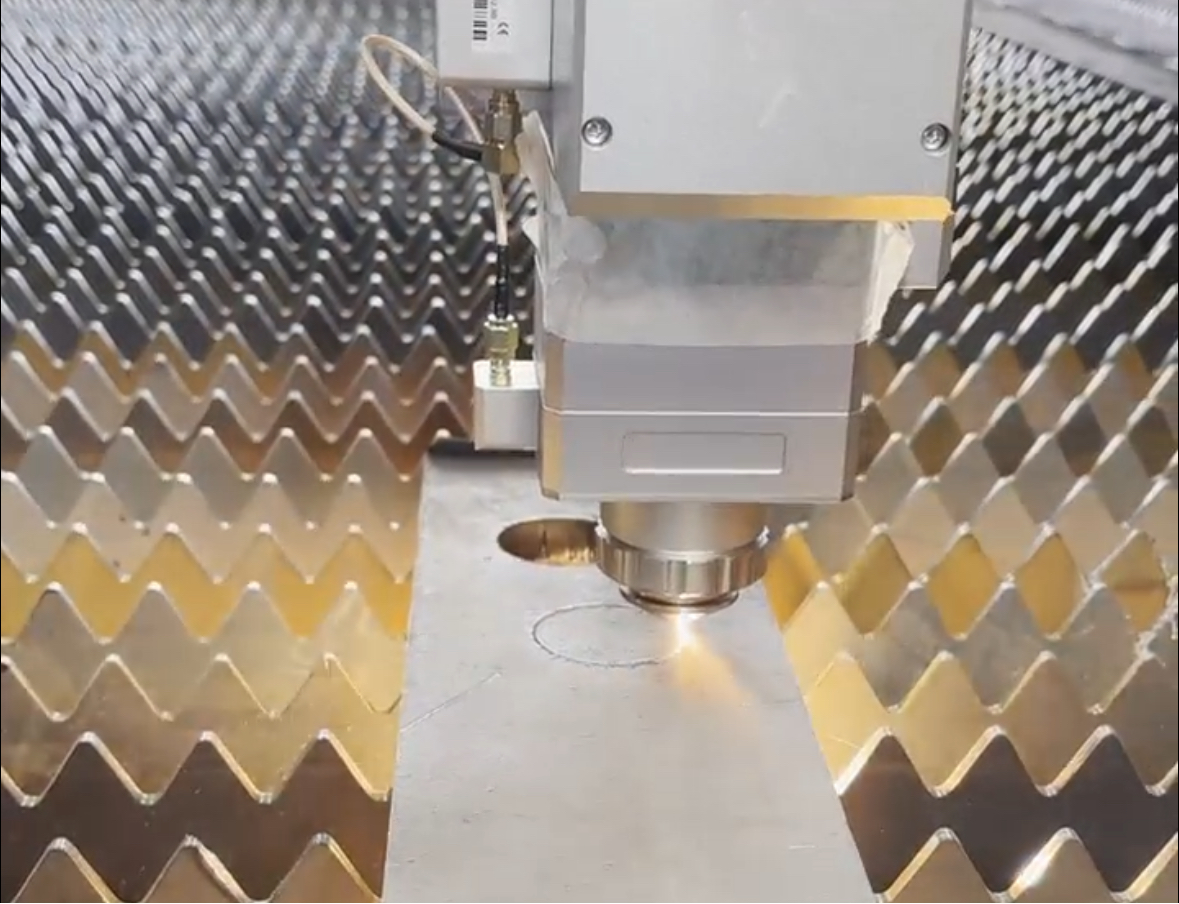
Лазерная рэзка - гэта выкарыстанне лазернага прамяня высокай шчыльнасці энергіі для рэзкі матэрыялаў з выкарыстаннем новай тэхналогіі апрацоўкі. Лазер, які вырабляецца ў лазеры высокай шчыльнасці энергіі, праз праламленне факусуецца ў невялікую светлавую пляму. Апраменьванне матэрыялу можа імгненна расплавіць матэрыял, утвараючы шчыліну, для дасягнення мэты рэзкі. Лазерная рэзка не дакранаецца аб'екта, змяненне напружання і зона цеплавой рэакцыі, якія ўзнікаюць у працэсе рэзкі, невялікія, і з дапамогай сістэмы кіравання можна дасягнуць хуткай і высокадакладнай рэзкі.
Рэзка металу з'яўляецца адным з найбольш распаўсюджаных спосабаў лазернай апрацоўкі з-за розных металічных матэрыялаў, а таксама рознай таўшчыні металу паміж зменамі ўласцівасцей, таму пры лазернай рэзцы металу нам трэба звярнуць увагу на наступныя аспекты:
1. Параметры лазера
Параметры лазера ўключаюць магутнасць лазера, частату імпульсаў, хуткасць апрацоўкі і г.д. Параметры лазера з'яўляюцца самымі асноўнымі і найважнейшымі даведачнымі дадзенымі для лазернай рэзкі, нам трэба ўсталяваць параметры лазера машыны ў адпаведнасці з рэальнай сітуацыяй. Напрыклад, пры рэзцы алюмініевых сплаваў і вугляродзістай сталі аднолькавай таўшчыні алюмініевыя сплаўныя матэрыялы маюць высокую адбівальную здольнасць, таму магутнасць рэзкі алюмініевых сплаваў павінна павялічвацца.
2. Канфігурацыя лазера
Для рэзкі металу патрабуецца выкарыстанне валаконнага лазера, а таксама варыянтаў валаконнага лазера з выкарыстаннем святла, бесперапыннага лазера і імпульснага лазера. Бесперапынны лазер выкарыстоўвае бесперапыннае выпраменьванне лазера, а імпульсны лазер выкарыстоўвае частату імпульсаў сегментаванага выпраменьвання лазера. Розныя таўшчыні і матэрыялы металу, а таксама тыпы выкарыстоўванага лазера будуць адрознівацца, таму неабходна выкарыстоўваць правільны метад апрацоўкі, каб гатовы выраб заставаўся прыгожым.
3. Дапаможны газ
Дапаможны газ можа дапамагчы лазеру хутчэй расплавіць матэрыял. У залежнасці ад розных уласцівасцей металу, розны дапаможны газ можа палепшыць эфект рэзкі. Напрыклад, азот і кісларод можна выкарыстоўваць для рэзкі алюмініевых сплаваў, а ўпырскванне газу дапамагае ачысціць зону плаўлення, палепшыць хуткасць рэзкі і паменшыць рэакцыі акіслення і зоны цеплавога ўздзеяння.
4. Сістэма кіравання
Сістэма кіравання з'яўляецца ключом да працы абсталявання. Добрая сістэма кіравання можа забяспечыць стабільную і дакладную працяглую працу абсталявання. У той жа час некаторыя дэталі, якія патрабуюць спецыяльнай апрацоўкі, таксама павінны супрацоўнічаць з адпаведнай сістэмай кіравання для апрацоўкі. Напрыклад, для рэзкі крывалінейнага металу патрабуецца сістэма кіравання з рэгуляванай вышынёй.
Акрамя функцыянальных адрозненняў, вышэйзгаданыя аспекты таксама тычацца пытання цаны, хоць дарагое не абавязкова добрае, але добрае, як правіла, будзе даражэйшым. Такім чынам, пры выбары розных канфігурацый мы павінны ў залежнасці ад уласных патрэб, для ўсебаковага разгляду задачы апрацоўкі, выбраць свой уласны добры варыянт.
Час публікацыі: 11 мая 2024 г.