 Telefono: +8618853401859
Telefono: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




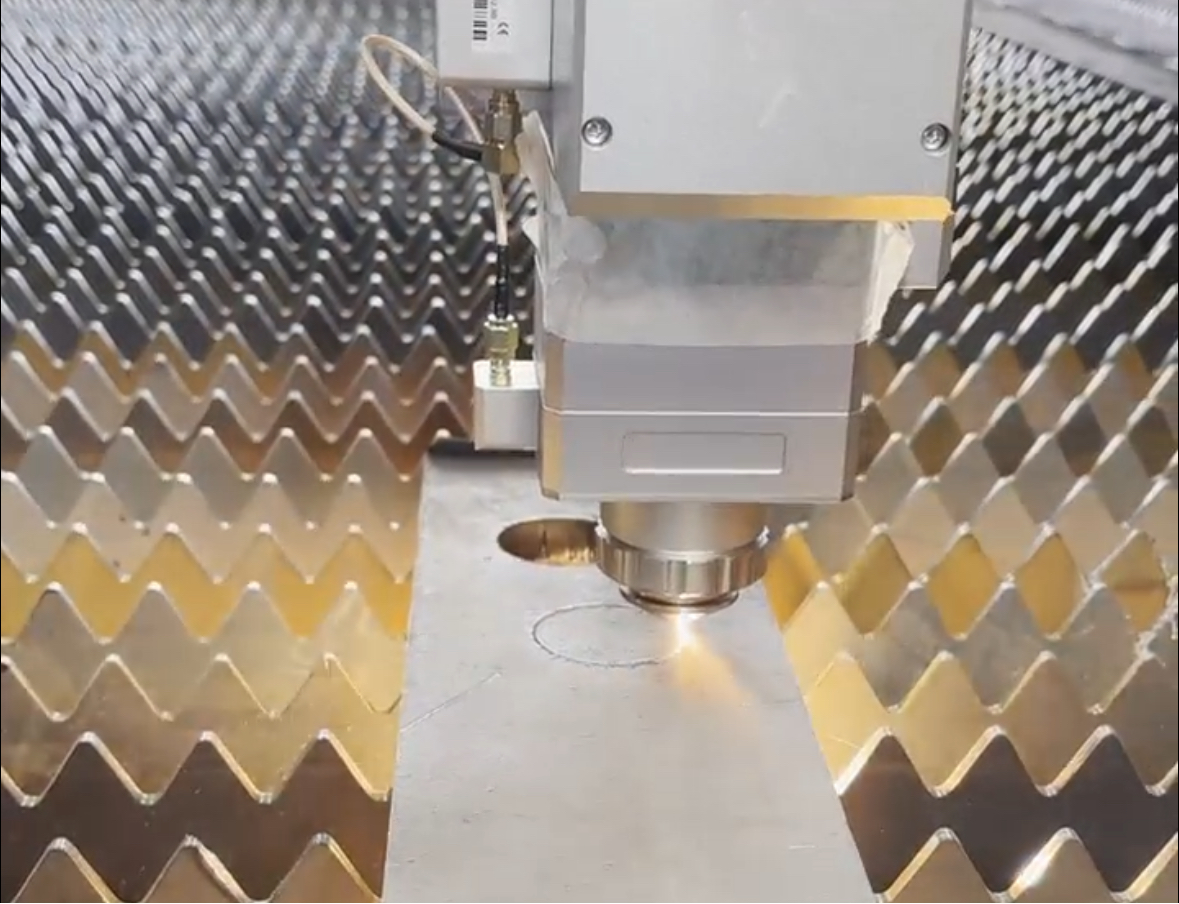
Lasera tranĉado estas la uzo de alt-energiaj densecaj laserradiaj tranĉmaterialoj per nova prilabora teknologio. La lasero produktita en la alt-energia denseca lasero per la refrakto estas enfokusigita en malgrandan lumfaskon per la surradiado de la materialo, kiu povas tuj fandi la materialon por formi fendon, por atingi la celon de tranĉado. Lasera tranĉado ne tuŝas la objekton, la streĉŝanĝo kaj termika reakcia zono generitaj de la tranĉprocezo estas malgrandaj, kaj per la helpo de la kontrolsistemo, rapida kaj altpreciza tranĉado povas esti atingita.
Metaltranĉado estas unu el la plej oftaj aplikoj de lasera prilaborado, pro la malsamaj metalaj materialoj, same kiel malsamaj metalaj dikecoj inter la ŝanĝoj de ecoj, do en metala lasertranĉado ni devas atenti la jenajn aspektojn:
1. Laseraj parametroj
Laseraj parametroj inkluzivas laseran potencon, pulsan frekvencon, prilaboran rapidon, ktp. Laseraj parametroj estas la plej bazaj kaj plej gravaj referencaj datumoj por lasertranĉado, ni devas agordi la laserajn parametrojn de la maŝino laŭ la efektiva situacio. Ekzemple, tranĉante aluminian alojon kaj karbonan ŝtalon de la sama dikeco, ĉar la lumreflektiveco de aluminia alojo estas alta, do tranĉi aluminian alojon bezonas pliigi la potencon.
2. Lasera agordo
Tranĉi metalon postulas la uzon de fibra lasero, kaj fibra lasera lumo kaj kontinua lasero kaj pulsa lasero-opcioj, kiuj kontinua lasero estas kontinua emisio de lasero, kaj pulsa lasero estas laŭ la pulsa frekvenco de la segmentita emisio de lasero. Malsamaj dikecoj kaj materialoj kaj metalaj materialoj, la tipo de uzata lasero estos malsama, ni devas uzi la ĝustan prilaboran metodon, por ke la eltondaĵo de la preta produkto restu bela.
3. Helpa gaso
Helpgaso povas helpi la laseron fandi la materialon pli rapide, laŭ la malsamaj ecoj de la metalo, kun malsamaj helpgasoj oni povas atingi pli bonan tranĉefikon. Ekzemple, nitrogeno kaj oksigeno povas esti uzataj por tranĉi aluminiajn alojojn, kaj la injekto de gaso helpas purigi la fandadan areon, plibonigi la tranĉrapidecon, kaj redukti oksidigajn reakciojn kaj varmo-trafitajn zonojn.
4. Kontrola sistemo
La stirsistemo estas la ŝlosilo por la funkciado de la ekipaĵo. Bona stirsistemo povas certigi stabilan kaj precizan longdaŭran funkciadon de la ekipaĵo. Samtempe, iuj partoj, kiuj bezonas specialan traktadon, ankaŭ bezonas kunlabori kun la koncerna stirsistemo por la prilaborado. Ekzemple, tranĉi kurban metalon postulas stirsistemon kun alĝustigebla alteco-funkcio.
Aldone al la funkciaj diferencoj, la supre menciitaj aspektoj ankaŭ implikas la demandon pri prezo, kvankam la multekosta ne nepre estas bona, sed la bona ĝenerale estos pli multekosta. Do, elektante diversajn konfiguraciojn, ni devas laŭ iliaj propraj bezonoj, por la prilabora tasko por ampleksa konsidero, elekti ilian propran varon.
Afiŝtempo: 11-a de majo 2024