 Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




Laserschneiden ass d'Benotzung vu Laserstrahlschneidmaterialien mat héijer Energiedicht an enger neier Veraarbechtungstechnologie. De Laser, deen am Laser mat héijer Energiedicht produzéiert gëtt, gëtt duerch d'Refraktioun op e klenge Liichtfleck fokusséiert. D'Bestrahlung vum Material kann d'Material direkt schmëlzen an e Schlitz bilden, fir den Zweck vum Schnëtt z'erreechen. De Laserschneiden beréiert den Objet net, d'Spannungsännerung an d'thermesch Reaktiounszon, déi duerch de Schnëttprozess generéiert gëtt, si kleng, a mat Hëllef vum Kontrollsystem kann e séieren an héichpräzise Schnëtt erreecht ginn.
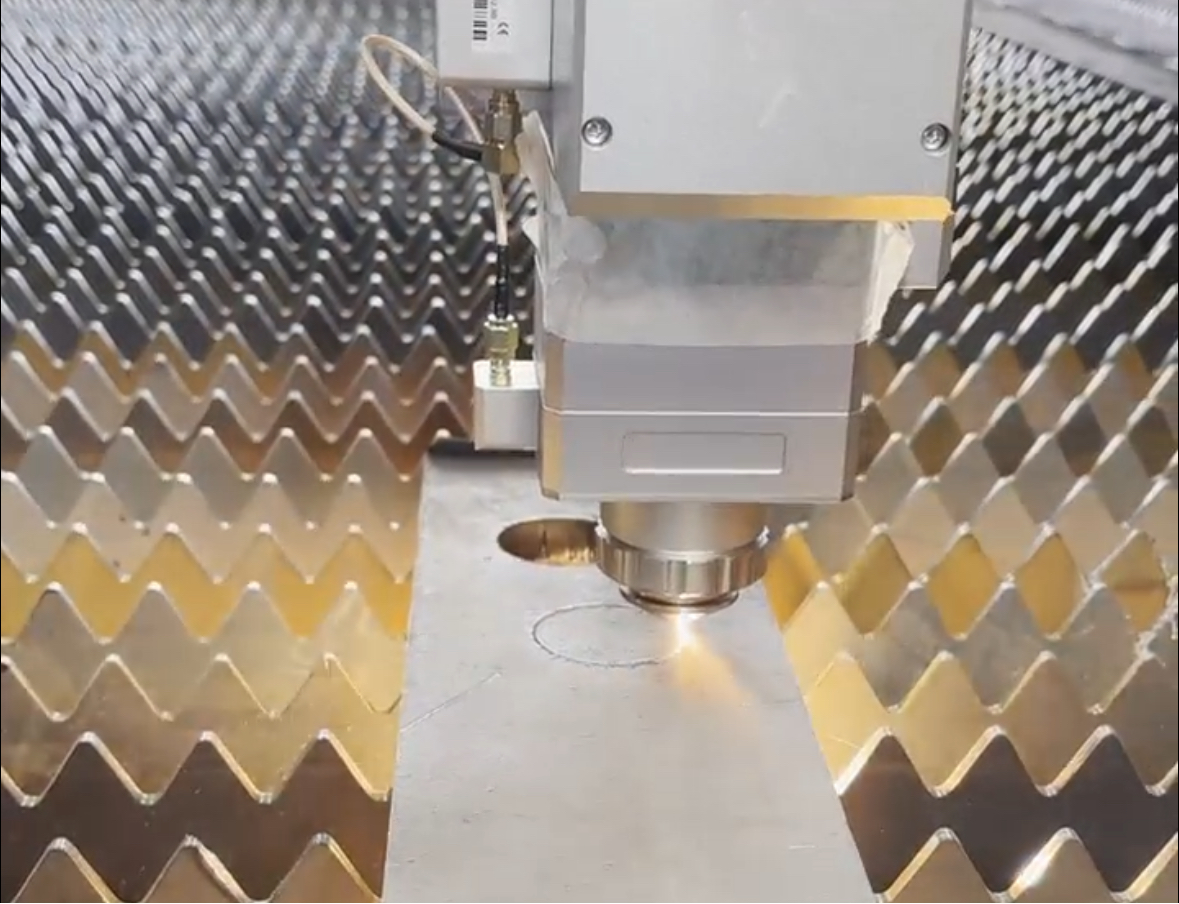
Metallschneiden ass eng vun den heefegsten Uwendungen am Laserprozess, well d'Eegeschafte vun de verschiddene Metallmaterialien an der ënnerschiddlecher Metalldicke sech änneren. Dofir musse mir beim Metalllaserschneiden op déi folgend Aspekter oppassen:
1. Laserparameter
Laserparameter enthalen Laserleistung, Pulsfrequenz, Veraarbechtungsgeschwindegkeet, etc. Laserparameter sinn déi fundamentalst a wichtegst Referenzdaten fir Laserschneiden, mir mussen d'Laserparameter vun der Maschinn no der tatsächlecher Situatioun astellen. Zum Beispill beim Schneiden vun Aluminiumlegierungen a Kuelestol vun der selwechter Déckt, well d'Liichtreflektivitéit vun der Aluminiumlegierung héich ass, dofir muss d'Leeschtung vun der Aluminiumlegierung erhéicht ginn.
2. Laserkonfiguratioun
Fir Metall ze schneiden, brauch een e Faserlaser, souwéi e Faserlaserliicht, e kontinuéierleche Laser an e Pulslaser. E kontinuéierleche Laser ass eng kontinuéierlech Emissioun vum Laser, an e pulséierte Laser baséiert op der Pulsfrequenz vun der segmentéierter Emissioun vum Laser. Verschidde Déckten, Materialien a Metallmaterialien, an d'Aart vum benotzte Laser variéieren. Mir mussen déi richteg Veraarbechtungsmethod benotzen, fir datt de fäerdege Produkt schéin bleift.
3. Hëllefsgas
Hëllefsgas kann dem Laser hëllefen, d'Material méi séier ze schmëlzen, jee no den ënnerschiddlechen Eegeschafte vum Metall, kann een mat verschiddene Hëllefsgaser e bessere Schnëtteffekt kréien. Zum Beispill kënnen Stéckstoff a Sauerstoff benotzt ginn, fir Aluminiumlegierungen ze schneiden, an d'Injektioun vu Gas hëlleft, de Schmëlzberäich fräi ze maachen, d'Schnëttgeschwindegkeet ze verbesseren an Oxidatiounsreaktiounen an hëtzebeaflosst Zonen ze reduzéieren.
4. Kontrollsystem
De Kontrollsystem ass de Schlëssel zum Betrib vun der Ausrüstung. E gutt Kontrollsystem kann e stabile a präzise laangfristege Betrib vun der Ausrüstung garantéieren. Gläichzäiteg mussen e puer Deeler, déi eng speziell Behandlung brauchen, och mam entspriechende Kontrollsystem zesummeschaffen. Zum Beispill brauch d'Schneiden vu gebéitem Metall e Kontrollsystem mat enger Héichtenjustierbarer Funktioun.
Nieft de funktionellen Ënnerscheeder betreffen déi uewe genannten Aspekter och d'Fro vum Präis, obwuel dat Deier net onbedéngt gutt ass, awer dat Gutt am Allgemengen méi deier ass. Dofir sollten mir bei der Auswiel vu verschiddene Konfiguratiounen no hiren eegenen Bedierfnesser, fir d'Veraarbechtungsaufgab fir eng ëmfaassend Berécksiichtegung, hiert eegent Gutt wielen.
Zäitpunkt vun der Verëffentlechung: 11. Mee 2024