 Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




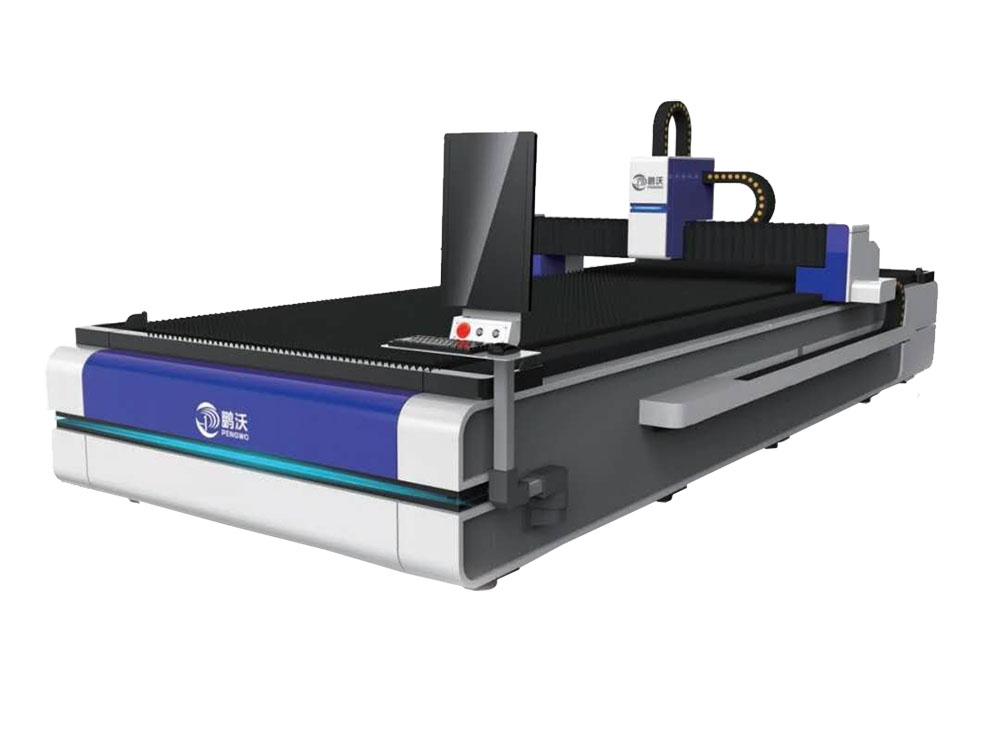
1540 magna tal-qtugħ bil-lejżer tal-fibra miftuħa
introduzzjoni qasira tal-prodott
●Magna tat-tqattigħ tal-fibra b'pjattaforma waħda mfassla għad-domanda tas-suq tal-folji tal-metall
●Il-magna għandha kapaċità qawwija ta' qtugħ
●Spejjeż operattivi estremament baxxi, stabbiltà eċċellenti, u adattabilità qawwija

柏楚控制系统CypCut
Is-softwer tat-tqattigħ tal-folji huwa ddisinjat għall-fond tal-industrija tat-tqattigħ bil-lejżer tal-fibra. Jissimplifika operazzjonijiet kumplessi tal-magni CNC, U jintegra moduli CAD, Nest u CAM f'modulu wieħed. Kollox, mit-tpinġija sat-twaħħil sat-tqattigħ, jista' jsir minn persuna waħda, Ftit klikks 'il bogħod biss.

Dettalji tal-Prodott
1. Sodda tal-iwweldjar heavy-duty
Is-softwer tat-tqattigħ tal-folji huwa ddisinjat għall-fond tal-industrija tat-tqattigħ bil-lejżer tal-fibra. Jissimplifika operazzjonijiet kumplessi tal-magni CNC, U jintegra moduli CAD, Nest u CAM f'modulu wieħed. Kollox, mit-tpinġija sat-twaħħil sat-tqattigħ, jista' jsir minn persuna waħda, Ftit klikks 'il bogħod biss.
2. Ras tal-lejżer
Għandu firxa wiesgħa ta' Settings tal-interfaċċja, li jippermettulu jinteraġixxi ma' diversi lejżers tal-fibra. Disinn ottiku ottimizzat, flimkien ma' sensuri diġitali ħafna, jagħmel it-tqattigħ aktar effiċjenti. Id-disinn doppju tat-tkessiħ tal-ilma jippermetti li r-ras tal-lejżer topera kontinwament u kontinwament b'qawwa għolja għal żmien twil.
3. Bank tax-xogħol
It-truf huma mgħammra bi sliders, li jgħinu biex il-bord jiġi mgħobbi aktar u jipproteġih mill-grif. Tabella tas-sikkina b'stabbiltà għolja, tnaqqas il-kuntatt bejn il-materjal u l-mejda. Pjattaformi bis-snien u strixxi tat-tirqim huma perfetti għat-tqattigħ tal-folji tal-metall, Dan inaqqas it-tixrid tal-ispark waqt it-tqattigħ bil-lejżer. Disinn modulari, Jista' jiġi żarmat separatament biex jiffranka l-ispejjeż tal-klijent.
4. Pannell tal-kontroll
Il-pannell tal-kontroll huwa sempliċi u konvenjenti. Tista' tagħżel kabinett separat. Jew tista' tagħżel li tikkonnettja ma' magna. Il-pannell tal-kontroll integrat jista' jdur minn 180 sa 270 grad, jiffranka l-ispazju, Rotazzjoni ħielsa biex tirrealizza l-integrazzjoni bejn il-bniedem u l-magna.
5. Struttura tas-sodda tat-torn
Sodda tal-istruttura tal-iwweldjar tal-pjanċa, konnessjoni skeletru, tagħmel użu sħiħ mill-istress strutturali, Fl-istess ħin, il-ġonta tal-istann hija ffissata, Permezz ta' analiżi tal-element finit, jinkisbu l-punt ta' stress ottimali u l-istruttura ta' appoġġ. Jista' jiflaħ tagħbijiet akbar u jiġi wweldjat flimkien bit-trattament tat-tixjiħ, li jnaqqas ħafna l-istress intern tas-sodda. Tiżgura t-tħaddim stabbli fit-tul tal-apparat.

Speċifikazzjoni




Mistoqsijiet Frekwenti
Id-differenza bejn magna tat-tqattigħ bil-lejżer u magna tat-tqattigħ bil-plażma
1. Jaħdem b'mod differenti
Magna tat-tqattigħ bil-lejżer hija l-lejżer emess mil-lejżer permezz tas-sistema tal-mogħdija ottika ffukata f'raġġ tal-lejżer b'densità ta' qawwa għolja.
Ir-raġġ tal-lejżer jiddi fuq il-wiċċ tal-biċċa tax-xogħol, sabiex il-biċċa tax-xogħol tilħaq il-punt tat-tidwib jew tat-togħlija.
Fl-istess ħin, gass bi pressjoni għolja koassjali mar-raġġ jonfoħ il-metall imdewweb jew vaporizzat.
Sabiex jintlaħaq l-iskop tat-tqattigħ.
Il-vantaġġi u l-iżvantaġġi tal-magna tat-tqattigħ bil-lejżer
1, il-vantaġġi tal-magna tat-tqattigħ bil-lejżer:
(1) Veloċità tat-tqattigħ bil-lejżer: veloċità tat-tqattigħ tal-folji tal-metall sa 10m/min, ħafna ogħla mill-magna tat-tqattigħ tal-plażma.
(2) kwalità għolja tat-tqattigħ: deformazzjoni żgħira, mejda tat-tqattigħ lixxa. Il-kanal tat-tqattigħ bil-lejżer huwa żgħir ħafna, il-wiċċ tat-tqattigħ bil-lejżer mingħajr tħin jista' jintuża direttament għall-iwweldjar.
(3) Preċiżjoni għolja tat-tqattigħ: preċiżjoni tal-magna tat-tqattigħ bil-lejżer sa 0.05mm, preċiżjoni tal-pożizzjonament ripetut sa 0.02mm.
(4) Materjali tat-tqattigħ bil-lejżer għandhom firxa wiesgħa ta' applikazzjonijiet: materjali tal-metall u mhux tal-metall. Hemm magni tat-tqattigħ bil-lejżer tal-metall u magni tat-tqattigħ bil-lejżer tas-CO2 adattati għal materjali mhux tal-metall.
(5) Il-lejżer jista' jintuża wkoll għall-inċiżjoni, l-iwweldjar, it-tħaffir u operazzjonijiet oħra, b'saħħithom.
Vantaġġi u żvantaġġi tal-magna tat-tqattigħ tal-plażma
1, il-vantaġġi tal-magna tat-tqattigħ tal-plażma:
(1) Il-vantaġġ tal-magna tat-tqattigħ tal-plażma huwa li l-enerġija tal-ark tal-plażma hija aktar ikkonċentrata, it-temperatura hija ogħla, il-veloċità tat-tqattigħ hija aktar mgħaġġla, id-deformazzjoni hija żgħira, iżda tista' wkoll taqta' l-istainless steel, l-aluminju u materjali oħra.
(2) Il-magna tat-tqattigħ tal-plażma għandha vantaġġ fit-tqattigħ ta' pjanċi ħoxnin, għaliex fil-proċess tat-tqattigħ ta' pjanċi ħoxnin, tista' tikseb veloċità tat-tqattigħ għolja ħafna, ħafna ogħla mil-lejżer u l-fjamma.
Kif tittratta t-tisħin taż-żennuna tat-tqattigħ tal-pjanċa tal-azzar tal-karbonju b'pjattaforma waħda, x'inhi l-kawża?
Raġunijiet għat-tisħin tal-azzar tal-karbonju għat-tqattigħ:
1, il-fluss tal-gass tat-tqattigħ huwa żgħir, ma jistax jitkessaħ kompletament fuq iż-żennuna tar-ram. Il-gass tan-nitroġenu bi pressjoni għolja jista' jintuża bħala gass awżiljarju, u l-effett tat-tkessiħ tan-nitroġenu bi pressjoni għolja huwa tajjeb.
2. L-ebda żennuna tar-ram ma tintuża għall-gass tat-tkessiħ. L-ADAPTS iż-żennuna tar-ram tal-gass tat-tkessiħ jista' jnaqqas is-sħana taż-żennuna tar-ram.
3, qtugħ b'fokus għoli, il-lejżer faċli biex tolqot iż-żennuna ż-żgħira, sabiex iż-żennuna tissaħħan iżżejjed. Huwa meħtieġ li taġġusta l-fokus jew iżżid id-dijametru taż-żennuna meta ż-żennuna ma tkunx sħuna.
4, l-azzar tal-karbonju jipproduċi ħafna sħana meta jaqta' minħabba reazzjoni ta' ossidazzjoni. Din is-sitwazzjoni hija inevitabbli, u d-distanza bejn iż-żennuna u l-materjal tista' tiġi aġġustata kif xieraq.
Kif jaħdem il-qtugħ bil-lejżer? X'inhu?
It-teknoloġija tat-tqattigħ bil-lejżer tintuża ħafna fl-ipproċessar tal-metall u materjali mhux metalliċi, tista' tnaqqas ħafna l-ħin tal-ipproċessar, tnaqqas l-ispejjeż tal-ipproċessar, ittejjeb il-kwalità tal-biċċa tax-xogħol.
Il-lejżer bil-polz huwa adattat għal materjali tal-metall, filwaqt li l-lejżer kontinwu huwa adattat għal materjali mhux metalliċi, u dan tal-aħħar huwa qasam ta' applikazzjoni importanti tat-teknoloġija tat-tqattigħ bil-lejżer. Il-lejżer modern sar ix-"xabla" li n-nies joħolmu li jsegwu.
Kategoriji ta' prodotti
-

Magna tal-Qtugħ tat-Tubi bil-Laser Affordabbli T2360F-A...
-

Magna miftuħa tal-qtugħ bil-lejżer tal-fibra 2040
-
Magna tal-qtugħ bil-lejżer tal-fibra 2040 magħluqa
-

Magna tal-Qtugħ bil-Lejżer tal-Fibra tal-Iswiċċjar Magħluq
-
Pengwo 3000W bejgħ dirett mill-fabbrika fibra magħluqa ...
-

Magna tal-qtugħ bil-lejżer b'swiċċ magħluq ta' 3000 W