 Телефон: +8618853401859
Телефон: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




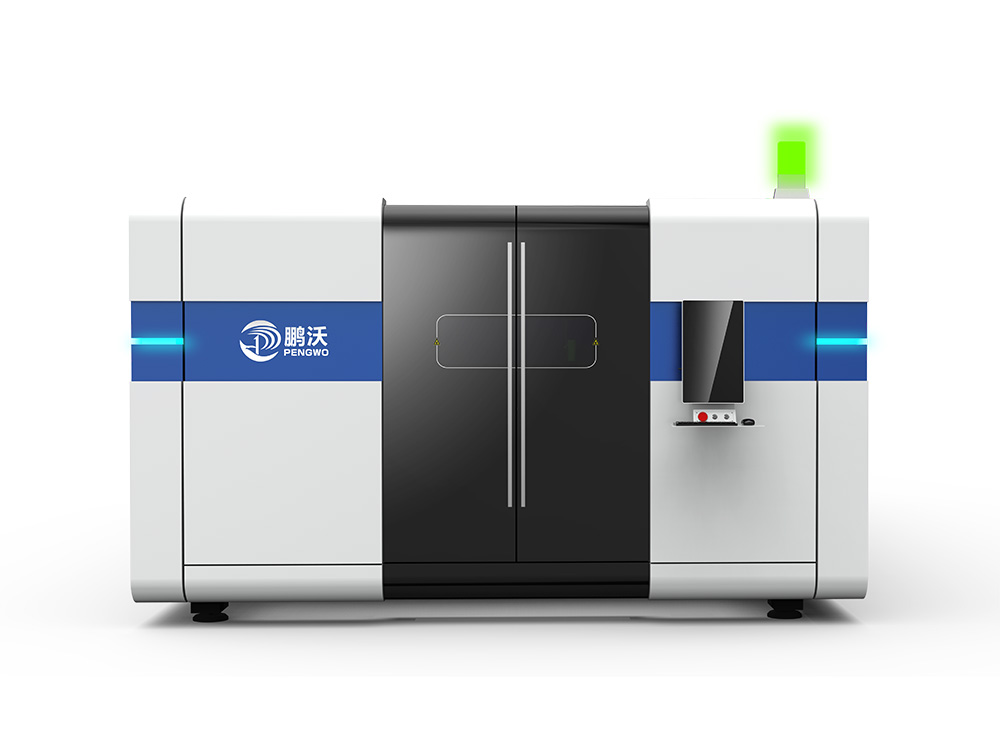

Лазерний різальний верстат для металу із закритою платформою для обміну
Опис продукту
Закрита конструкція, що відповідає європейським стандартам CE, конфігурація перемикального робочого столу, зручне та швидке завантаження та розвантаження, подальше підвищення ефективності виробництва, для вимог до високошвидкісного руху, проектування та виготовлення посилених зварних ліжок, два ефективні способи обробки, щоб забезпечити довготривалу роботу ліжка, точність та стабільність. Стандартне професійне програмне забезпечення для автоматичного набору металу (включаючи управління матеріалами, оптимізацію технології обробки та інші функції), надання бібліотеки параметрів процесу, що спрощує роботу оператора, оптимізована оптика, спеціально розроблені форсунки та сенсорна технологія роблять різання плавнішим та стабільнішим, робочий стіл розміром 1500x4000 мм, 2000 мм x4000 мм, 2000 мм x6000 мм, 2500x6000 мм є опціональним. Галузь застосування: механічне та електричне обладнання, обробка листового металу, шасі, шафи, вироби з нержавіючої сталі, кухонне освітлення, аксесуари, автомобільні аксесуари, окуляри, обладнання, інструменти, реклама, вивіски, декор та багато інших галузей промисловості. Матеріали для обробки: нержавіюча сталь (включаючи труби), вуглецева сталь (включаючи труби), нержавіюче залізо (включаючи труби), оцинковане залізо, алюмінієвий сплав (включаючи труби), алюміній, мідь, пластина з рідкісних металів.
Високоякісна інтелектуальна система різання автобусів
Широко використовується у виробництві рекламних вивісок, конструкцій з листового металу, високовольтних та низьковольтних електричних шаф, деталей текстильного обладнання, кухонного посуду, автомобілів, машин, металообробки. Листові розчини, електричні деталі, скляна промисловість, пружинні листи, друковані плати, електричні чайники, медична мікроелектроніка, обладнання, інструменти для вимірювання ножів та інші галузі промисловості.
Застосовувані матеріали: нержавіюча сталь, вуглецева сталь, легована сталь, пружинна сталь, мідна плита, алюмінієвий лист, золото, срібло, титан та інші металеві листи.
Високоякісна інтелектуальна система різання автобусів
Точне регулювання, висока гнучкість, добре герметизується, висока стабільність, хороша якість різання, швидкість перфорації, можливість різання пластин різної товщини та матеріалу; колімація та фокусування за допомогою композитних лінз, оптимальна оптична якість та ефект різання.

Потужне зварювальне ліжко
Зварні важкі сталеві пластини, переважаюча конструкція ліжка, висока стабільність, використання технології відпалу для зняття напруги, висока механічна міцність, стійкість до високих температур, нелегка деформація
Внутрішні арматурні стрижні труби зміцнюються, додаються чотири опори, а високошвидкісна робота не трясеться
Подвійна комбінована димова система для комплексного очищення від сажі
◎Шматпоступове сканування негативного тиску вентилятора з вихлопом + рукавом
◎ Поштучно покладене автоматичне положення індукційного лазерного різання, відкрита точна димова витяжка
◎ Осьовий вентилятор, що видуває дим вниз, з довготривалою адсорбцією на 360°
◎ для створення прихованої порожнини відкрита повністю закрита сітка для контролю диму

Специфікація

Найчастіші запитання
Закрите лазерне різання не може прорізати наскрізь.
Зниження потужності лазера або старіння трубки, занадто висока швидкість лазерного різання, забруднення фокусувального дзеркала або дзеркала, розтріскування фокусувального дзеркала, поганий ефект фокусування, неправильне налаштування фокусної відстані, неправильний оптичний шлях лазера, нестабільність напруги, малий струм лазера.
Коефіцієнт відбиття різаного матеріалу дуже високий, вихід світла з сопла заблокований, тиск допоміжного газу занадто малий, а охолоджувальний ефект системи охолодження поганий.
Початкова точка та фокус розрізаної замкнутої лінії не збігаються
Спостерігається ослаблення кріплення між шестернею та валом робочого столу, напрямна рейка осей X та Y не вертикальна, передавальний ремінь осей X та Y ослаблений L, зазор між повзунком та напрямною рейкою занадто великий L, ремінь лінійки занадто ослаблений, утворюється зворотний зазор.
Закрита лазерна головка не створює джерела світла
Потужність лазера зменшується або лампа старіє, енергія лазерного випромінювання занадто низька, а оптичний шлях відхиляється через нещільно закручені гвинти в лазерній ріжучій головці.
У лазерному резонаторі накопичується більше пилу, який забруднює рамку діафрагми, а система охолодження довго відкривається без відкриття джерела живлення лазера, що призводить до утворення льоду та відсутності світла.
Стіл підстрибує в процесі закритого різання
Ремінь передач постійно деформований, паз шестерні передачі забруднений, зуб неправильний, паз малої шестерні редуктора забруднений.
Розмір зрізу занадто великий
Кількість імпульсів встановлено неправильно, компенсація радіуса не встановлена, а заводські параметри платформи встановлено неправильно.
Категорії продуктів
-

Відкритий верстат для волоконного лазерного різання
-

Виробник постачає високопотужний закритий перемикач 1560...
-

Верстат для лазерного різання волокон із замкнутим перемиканням
-

3560 Найкращий верстат для лазерного різання металевих труб...
-
Верстат для волоконного лазерного різання з замкнутим перемиканням потужністю 3000 Вт
-
Верстат для волоконного лазерного різання із замкнутим перемикачем 2040