 Телефон: +8618853401859
Телефон: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




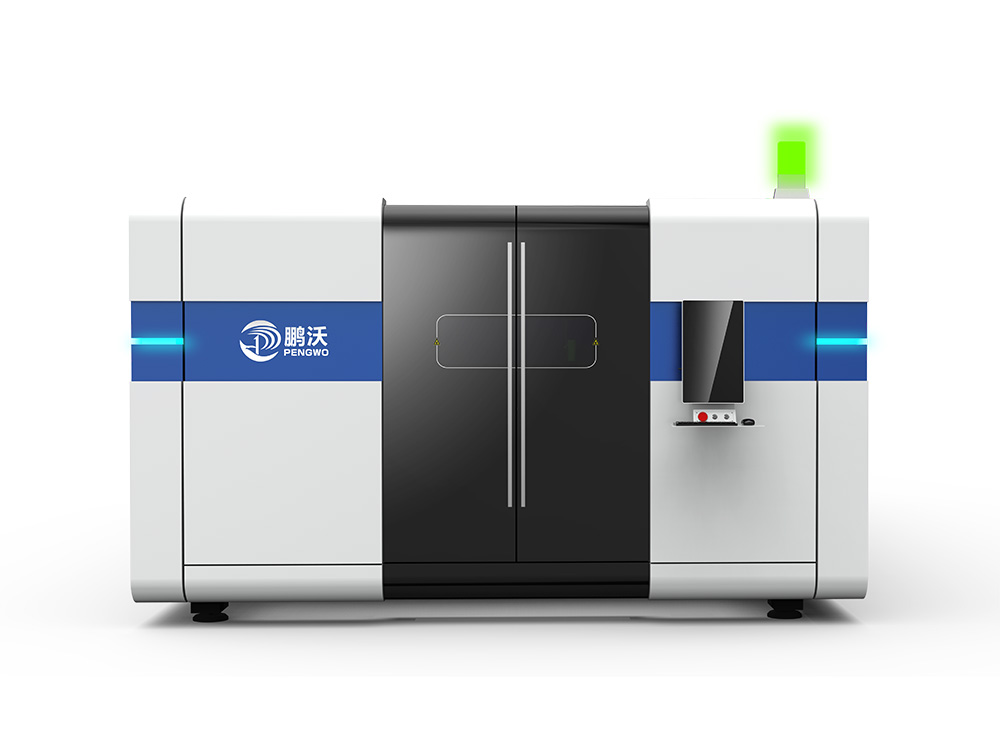

Машина за ласерско сечење на метал со затворена платформа за размена
Опис на производот
Затворен дизајн, во согласност со европските CE стандарди, конфигурирање на преклопната работна маса, вчитување и растоварување е практично и брзо, дополнително подобрување на ефикасноста на производството, за барања за движење со голема брзина, дизајнирање и производство на армирано заварени леи, два ефикасни третмани, за да се обезбеди долгорочно работење на леата со точност и стабилност. Стандарден професионален софтвер за автоматско пишување метал (вклучувајќи управување со материјали, оптимизација на технологијата на обработка и други функции), обезбедување библиотека со параметри на процесот, така што операторот е поедноставен, оптимизирана оптика, специјално дизајнирани млазници и сензорска технологија го прават сечењето помазно и постабилно, работната маса 1500x4000mm 2000mm x4000mm 2000mm x6000mm 2500x6000mm е опционална, индустрија за примена: механичка и електрична опрема, обработка на лим, шасија, кабинет, производи од не'рѓосувачки челик, додатоци за кујна, осветлување, автомобилска опрема, очила, хардвер, алатки, рекламна декорација на знаци и многу други индустрии. Материјали за обработка: не'рѓосувачки челик (вклучувајќи цевки), јаглероден челик (вклучувајќи цевки), не'рѓосувачки железо (вклучувајќи цевки), поцинкувана железо, легура на алуминиум (вклучувајќи цевки), алуминиумски бакар, редок метален лист.
Висококвалитетен интелигентен систем за сечење автобуси
Широко се користи во производство на рекламни знаци, лим конструкции, производство на електрични ормари со висок и низок напон, делови од текстилни машини, кујнски прибор, автомобили, машини, метална технологија. Листови за раствори, електрични делови, индустрија за очила, пружински лимови, кола, електрични бокали, медицинска микроелектроника, хардвер, алатки за мерење со нож и други индустрии.
Применливи материјали: не'рѓосувачки челик, јаглероден челик, легиран челик, пружински челик, бакарна плоча, алуминиумски лим, злато, сребро, титаниум и друг метален лим.
Висококвалитетен интелигентен систем за сечење автобуси
Фино прилагодување, висока флексибилност, добро запечатено, висока стабилност, добар квалитет на сечење, брза перфорација, целосно сечење на плочи со различна дебелина и материјал; Колимирање и фокусирање со употреба на композитни леќи, оптимален оптички квалитет и ефект на сечење.

Лежиште за заварување со висока јачина
Заварени тешки челични плочи, преовладувачка структура на креветот, висока стабилност, користење на технологија за жарење при ослободување од стрес, висока механичка цврстина, отпорност на високи температури, не лесна деформација
Внатрешните армирачки шипки на цевката се зајакнуваат, се додаваат четири потпори и работата со голема брзина не е нарушена.
Двојна комбинација на издувни гасови за чад, сеопфатно прочистување на саѓи
◎ Скенирање на негативен притисок на вентилаторот за издувни гасови по делови + вентилатор за проток на ракав
◎ Парче кревет автоматски индукциски ласерски сечење позиција, отворен точен издувен вентил за чад
◎ Аксијален вентилатор со затворен дувачки чад надолу, силна долга адсорпција од 360°
◎ да се создаде скриена празнина отворена целосно затворена мрежа за контрола на чад

Спецификација

Најчесто поставувани прашања
Затвореното ласерско сечење не може да сече.
Пад на моќноста на ласерот или стареење на цевката, брзината на ласерско сечење е пребрза, фокусирачко огледало или загадување на огледалото, пукање на фокусирачкото огледало, ефектот на фокусирање е слаб, прилагодувањето на фокусната должина е несоодветно, оптичката патека на ласерот е неточна, напонот е нестабилен, струјата на ласерот е мала.
Рефлективната стапка на сечениот материјал е многу висока, излезот за светлина на млазницата е блокиран, помошниот притисок на гасот е премал, а ефектот на ладење на системот за ладење е слаб.
Почетната точка и фокусот на исечената затворена линија не се совпаѓаат
Постои олабавување помеѓу запчаникот и вратилото на работната маса, водилката на X-оската и Y-оската не е вертикална, преносниот ремен на X-оската и Y-оската е лабав L, јазот помеѓу лизгачот и водилката е преголем L, ременот на линијарот е премногу лабав и се создава обратен јаз.
Затворената ласерска глава не произведува извор на светлина
Моќноста на ласерот се намалува или светилката е стара, излезната енергија на ласерот е прениска, а оптичката патека е отклонета поради лабави завртки во главата за сечење со ласери.
Во празнината на ласерот има повеќе прашина, што ја загадува рамката на дијафрагмата, а системот за ладење е отворен долго време без да се отвори напојувањето со ласер, што резултира со мраз и без светлина.
Масата скока во затворениот процес на сечење
Преносниот ремен е трајно деформиран, жлебот на менувачот има нечистотија, забот не е исправен, малиот жлеб на менувачот на редукторот има нечистотија
Големината на сечењето е преголема
Бројот на пулси не е правилно поставен, компензацијата на радиусот не е поставена и фабричките параметри на креветот не се правилно поставени
Категории на производи
-

Машина за сечење со отворен фибер ласер
-

Производителот снабдува затворен прекинувач со висока моќност од 1560 степени...
-

Машина за сечење со ласерски влакна со затворено префрлување
-

3560 Највисоко оценета машина за ласерско сечење метални цевки...
-
Машина за сечење со фибер ласер со затворен прекинувач од 3000 W
-
Машина за сечење со фибер ласер со затворен прекинувач 2040