 Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




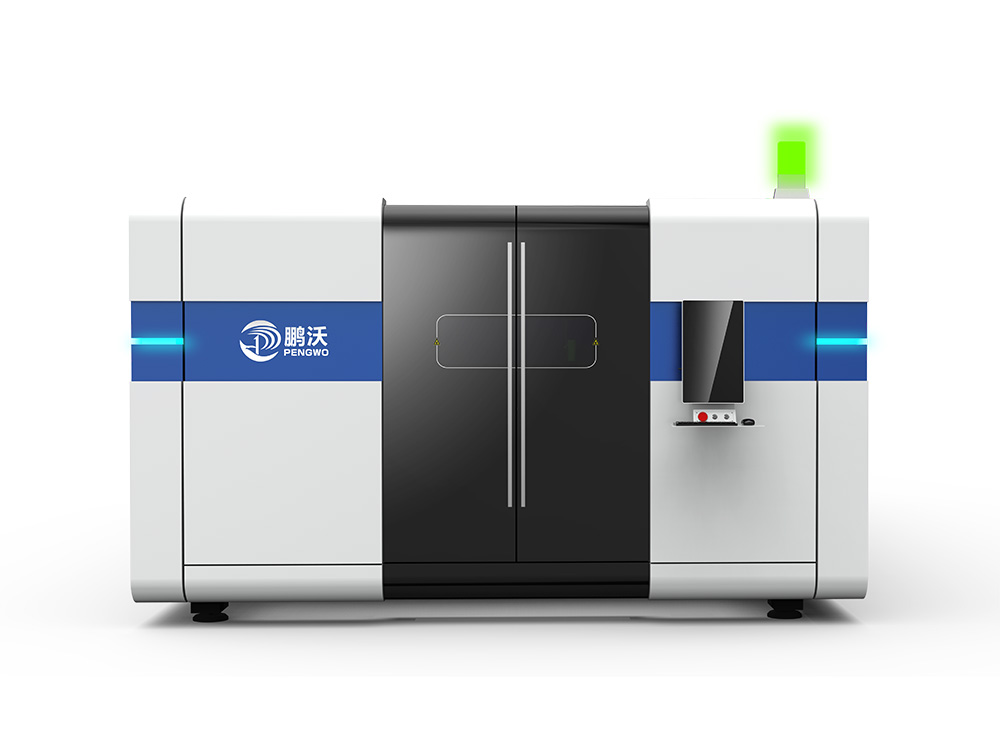

Stroj za lasersko rezanje kovin z zaprto izmenjalno platformo
Opis izdelka
Zaprta zasnova, v skladu z evropskimi standardi CE, konfiguriranje preklopne delovne mize, nalaganje in razkladanje je priročno in hitro, nadaljnje izboljšanje proizvodne učinkovitosti, za zahteve glede hitrega gibanja, načrtovanje in izdelava ojačanih varjenih postelj, dve učinkoviti obdelavi za zagotavljanje dolgoročnega delovanja postelje z natančnostjo in stabilnostjo. Standardna profesionalna programska oprema za avtomatsko stavljenje kovin (vključno z upravljanjem materialov, optimizacijo tehnologije obdelave in drugimi funkcijami), zagotavljanje knjižnice procesnih parametrov za enostavnejše delovanje operaterja, optimizirana optika, posebej zasnovane šobe in senzorska tehnologija omogočajo bolj gladko in stabilno rezanje, delovna miza 1500x4000mm, 2000mm x4000mm, 2000mm x6000mm in 2500x6000mm je neobvezna, uporaba v industriji: mehanska in električna oprema, obdelava pločevine, šasija, omarica, izdelki iz nerjavečega jekla, kuhinjska razsvetljava, dodatki, avtomobilski dodatki, očala, strojna oprema, orodje, reklamni znaki, dekoracija in številne druge industrije. Materiali za obdelavo: nerjaveče jeklo (vključno s cevmi), ogljikovo jeklo (vključno s cevmi), nerjaveče železo (vključno s cevmi), pocinkana železna plošča, aluminijeva zlitina (vključno s cevmi), aluminij, baker, redka kovinska plošča.
Visokokakovostni inteligentni sistem za rezanje avtobusov
Široko se uporablja pri izdelavi reklamnih napisov, pločevinastih konstrukcij, visokonapetostnih in nizkonapetostnih električnih omaric, delih tekstilnih strojev, kuhinjski posodi, avtomobilih, strojih, kovinski tehnologiji. Plošče za raztopine, električni deli, steklarska industrija, vzmetne plošče, vezja, električni grelniki vode, medicinska mikroelektronika, strojna oprema, orodja za merjenje nožev in druge industrije.
Uporabni materiali: nerjaveče jeklo, ogljikovo jeklo, legirano jeklo, vzmetno jeklo, bakrena plošča, aluminijasta pločevina, zlato, srebro, titan in druge kovinske pločevine.
Visokokakovostni inteligentni sistem za rezanje avtobusov
Fina nastavitev, visoka fleksibilnost, dobro tesnjenje, visoka stabilnost, dobra kakovost rezanja, hitra perforacija, popolno rezanje plošč različnih debelin in materialov; Kolimiranje in fokusiranje z uporabo kompozitnih leč, optimalna optična kakovost in učinek rezanja.

Varilna postelja za težka dela
Varjene težke jeklene plošče, prevladujoča struktura postelje, visoka stabilnost, uporaba tehnologije žarjenja za lajšanje napetosti, visoka mehanska trdnost, odpornost na visoke temperature, ni enostavna deformacija
Notranje armaturne palice cevi so ojačane, dodane so štiri opore in delovanje pri visoki hitrosti ni pretreseno.
Dvojna kombinacija izpušnih plinov za celovito čiščenje saj
◎Skeniranje negativnega tlaka izpušnega sistema po delih + ventilatorja s pretokom rokava
◎ Samodejno indukcijsko lasersko rezanje po kosih, odprt natančen izpušni sistem dima
◎Aksialni ventilator, zaprt navzdol piha dim, 360° močna dolga adsorpcija
◎ za ustvarjanje skrite votline odprte popolnoma zaprte mreže za nadzor dima

Specifikacija

Pogosta vprašanja
Zaprto lasersko rezanje ne more prerezati.
Padec moči laserja ali staranje cevi, prehitra hitrost laserskega rezanja, onesnaženje fokusirnega zrcala ali zrcala, razpoke fokusirnega zrcala, slab učinek ostrenja, neprimerna nastavitev goriščne razdalje, nepravilna laserska optična pot, nestabilna napetost, majhen laserski tok
Odbojnost rezanega materiala je zelo visoka, izhod svetlobe šobe je blokiran, tlak pomožnega plina je premajhen, hladilni učinek hladilnega sistema pa je slab.
Začetna točka in fokus rezane zaprte črte se ne ujemata.
Med zobnikom in gredjo v delovni mizi je zrahljanje, vodilna tirnica osi X in osi Y ni navpična, prenosni jermen osi X in Y je ohlapen L, razmik med drsnikom in vodilno tirnico je prevelik L, jermen ravnila je preveč ohlapen in nastane povratni razmik.
Zaprta laserska glava ne proizvaja svetlobnega vira
Moč laserja se zmanjša ali pa se žarnica postara, izhodna energija laserja je prenizka in optična pot se odkloni zaradi ohlapnih vijakov v laserski rezalni glavi.
V laserski votlini je več prahu, ki onesnažuje okvir membrane, hladilni sistem pa je dolgo časa odprt brez odpiranja laserskega napajanja, kar povzroči led in ni svetlobe.
Miza poskoči v zaprtem procesu rezanja
Prenosni jermen je trajno deformiran, utor zobnika menjalnika je umazan, zob ni pravilen, majhen utor zobnika reduktorja je umazan
Velikost reza je prevelika
Število impulzov ni pravilno nastavljeno, kompenzacija polmera ni nastavljena in tovarniški parametri postelje niso pravilno nastavljeni.
Kategorije izdelkov
-

Odprti stroj za lasersko rezanje z vlakni
-

Proizvajalec dobavi visoko zmogljivo 1560 zaprto stikalo ...
-

Stroj za lasersko rezanje vlaken z zaprtim stikalom
-

3560 Najbolje ocenjeni stroj za lasersko rezanje kovinskih cevi ...
-
3000W stroj za lasersko rezanje z zaprtim stikalom
-
Stroj za lasersko rezanje z vlakni 2040 z zaprtim stikalom