تلفن: +۸۶۱۸۸۵۳۴۰۱۸۵۹
تلفن: +۸۶۱۸۸۵۳۴۰۱۸۵۹ E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com





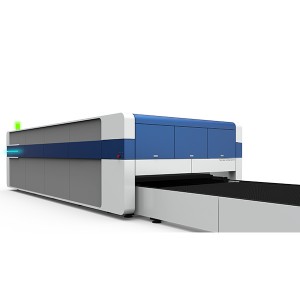
دستگاه برش لیزری فلزی با پلتفرم تبادل بسته
توضیحات محصول
طراحی محصور، مطابق با استانداردهای CE اروپا، پیکربندی میز کار سوئیچینگ، بارگیری و تخلیه راحت و سریع، بهبود بیشتر راندمان تولید، برای نیازهای حرکتی با سرعت بالا، طراحی و ساخت تختهای نوع جوش داده شده تقویت شده، دو روش درمانی موثر، برای اطمینان از عملکرد طولانی مدت تخت از دقت و پایداری. نرمافزار حروفچینی اتوماتیک حرفهای استاندارد فلزی (شامل مدیریت مواد، بهینهسازی فناوری پردازش و سایر عملکردها)، ارائه کتابخانه پارامترهای فرآیند، به طوری که اپراتور سادهتر باشد، اپتیک بهینه شده، نازلهای ویژه طراحی شده و فناوری حسگر، برش را نرمتر و پایدارتر میکند. میز کار 1500x4000mm 2000mm x4000mm 2000mm x6000mm 2500x6000mm اختیاری است. صنعت کاربرد: تجهیزات مکانیکی و الکتریکی، پردازش ورق فلز، کابینت شاسی، محصولات فولادی ضد زنگ، لوازم جانبی روشنایی آشپزخانه، لوازم جانبی خودرو، عینک، سختافزار، ابزارها، دکوراسیون تابلوهای تبلیغاتی و بسیاری از صنایع دیگر. مواد فرآوری: فولاد ضد زنگ (شامل لوله)، فولاد کربنی (شامل لوله)، آهن ضد زنگ (شامل لوله)، ورق آهن گالوانیزه، آلیاژ آلومینیوم (شامل لوله)، آلومینیوم صفحه فلزی کمیاب مسی
سیستم برش اتوبوس هوشمند پیشرفته
به طور گسترده در تولید تابلوهای تبلیغاتی، سازههای ورق فلزی، ساخت کابینتهای برق ولتاژ بالا و پایین، قطعات ماشینآلات نساجی، ظروف آشپزخانه، خودرو، ماشینآلات، فناوری فلز، محصولات ورق محلول، قطعات الکتریکی، صنعت عینک، ورق فنر، برد مدار چاپی، کتری برقی، میکروالکترونیک پزشکی، سختافزار، ابزار اندازهگیری چاقو و سایر صنایع استفاده میشود.
مواد قابل استفاده: فولاد ضد زنگ، فولاد کربنی، فولاد آلیاژی، فولاد فنر، ورق مسی، ورق آلومینیوم، طلا، نقره، تیتانیوم و سایر ورقهای فلزی.
سیستم برش اتوبوس هوشمند پیشرفته
تنظیم دقیق، انعطافپذیری بالا، آببندی خوب، پایداری بالا، کیفیت برش خوب، سوراخکاری سریع، برش کامل صفحه با ضخامتها و جنسهای مختلف؛ موازیسازی و فوکوس با استفاده از لنزهای کامپوزیت، کیفیت نوری و اثر برش بهینه.

تخت جوشکاری سنگین
صفحات فولادی سنگین جوش داده شده، ساختار بستر غالب، پایداری بالا، استفاده از فناوری آنیل تنشزدایی، استحکام مکانیکی بالا، مقاومت در برابر دمای بالا، عدم تغییر شکل آسان
میلههای تقویتکننده داخلی لوله تقویت شدهاند، چهار تکیهگاه اضافه شدهاند و عملیات پرسرعت متزلزل نمیشود.
تصفیه جامع دوده از اگزوز دود ترکیبی
◎ اگزوز قطعهای + فن جریان غلافی با فشار منفی اسکن
◎ تخت قطعهای به طور خودکار موقعیت برش لیزری القایی، باز کردن اگزوز دود دقیق
◎ فن جریان محوری محصور شده به سمت پایین، دود را به سمت پایین دمیده و جذب طولانی مدت و قوی ۳۶۰ درجه میکند
◎ برای ایجاد یک حفره پنهان، کنترل دود کاملاً محصور شده با دود خالص

مشخصات

سوالات متداول
برش لیزری بسته نمیتواند برش را انجام دهد.
کاهش توان لیزر یا فرسودگی تیوب، سرعت برش لیزر خیلی زیاد، آینه فوکوس کننده یا آلودگی آینه، ترک خوردگی آینه فوکوس کننده، اثر فوکوس ضعیف، تنظیم نامناسب فاصله کانونی، مسیر نوری لیزر نادرست، ناپایداری ولتاژ، جریان لیزر کم
میزان بازتاب مواد برش خورده بسیار زیاد است، خروجی نور نازل مسدود شده است، فشار گاز کمکی خیلی کم است و اثر خنک کنندگی سیستم خنک کننده ضعیف است.
نقطه شروع و تمرکز خط بسته برش خورده بر هم منطبق نیستند
بین چرخدنده و شفت روی میز کار شل شده است، ریل راهنمای محورهای X و Y عمودی نیست، تسمه انتقال محورهای X و Y شل L است، فاصله بین اسلایدر و ریل راهنما خیلی زیاد است L، تسمه خطکش خیلی شل است و فاصله معکوس ایجاد میشود
سر لیزر بسته هیچ منبع نوری تولید نمیکند
توان لیزر کاهش یافته یا لامپ قدیمی شده است، انرژی خروجی لیزر خیلی کم است و مسیر نوری به دلیل شل بودن پیچهای سر برش لیزر منحرف شده است.
گرد و غبار بیشتری در حفره لیزر وجود دارد که قاب دیافراگم را آلوده میکند و سیستم خنککننده برای مدت طولانی بدون باز کردن منبع تغذیه لیزر باز میماند که منجر به یخ و عدم وجود نور میشود.
میز در فرآیند برش بسته میپرد
تسمه گیربکس به طور دائمی تغییر شکل داده است، شیار چرخ دنده گیربکس کثیف است، دندانه درست نیست، شیار چرخ دنده کوچک چرخ دنده کاهش اندازه کثیف است
اندازه برش خیلی بزرگ است
تعداد پالس به درستی تنظیم نشده است، جبران شعاع تنظیم نشده است و پارامترهای کارخانهای بستر به درستی تنظیم نشدهاند.