전화번호: +8618853401859
전화번호: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com







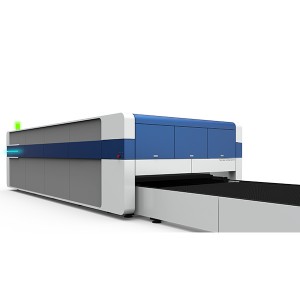
펑워 3000W 공장 직판 밀폐형 파이버 레이저 절단기
애플리케이션
1. 전방위 360도 생산 라인 절단 그룹 정지 워크플로우를 통해 자동 튜브 공급, 자동 이송, 자동 절단, 자동 전송 작동이 가능합니다.
2. KASRY 네스팅 프로그래밍 시스템을 주요 프로그래밍 도구로 사용하면 소프트웨어 프로그래밍 플랫폼인 AUTOCAD의 기본 기능, 단순성, 그래픽 및 직관적인 인터페이스, 풍부한 기능을 활용하여 운영 효율성을 크게 향상시킬 수 있습니다.

애플리케이션
3. 고급 3차원 유연 로봇 절단 응용 분야에서는 경사 절단 기능을 구현하기 위해 서보 위치 지정 기능을 사용하여 파이프와 토치를 제어합니다.

애플리케이션
탄소강, 스테인리스강, 구리, 알루미늄 등의 파이프 및 튜브, 파이프, 타원형 파이프, 직사각형 파이프, H형강, I형강, 앵글, 채널 등의 다양한 형강을 절단할 수 있습니다. 이 장비는 각종 파이프 및 형강 가공 분야, 조선 산업, 네트워크 구조, 철강, 해양 공학, 석유 파이프라인 등 다양한 산업 분야에서 널리 사용됩니다.

사양

자주 묻는 질문
폐쇄형 레이저 절단으로는 관통 절단이 불가능합니다.
레이저 출력 저하 또는 튜브 노화, 레이저 절단 속도 과다, 초점 거울 또는 거울 오염, 초점 거울 균열, 초점 불량, 초점 거리 조정 부적절, 레이저 광경로 오류, 전압 불안정, 레이저 전류 부족
절단 재료의 반사율이 매우 높고, 노즐의 광 배출구가 막혔으며, 보조 가스 압력이 너무 낮고, 냉각 시스템의 냉각 효과가 불량합니다.
잘린 닫힌 선의 시작점과 초점이 일치하지 않습니다.
작업대 내 기어와 샤프트 사이에 유격이 있고, X축 및 Y축 가이드 레일이 수직이 아니며, X축 및 Y축 구동 벨트가 헐거워졌고, 슬라이더와 가이드 레일 사이의 간격이 너무 크고, 축 벨트가 너무 헐거워져 역방향 간격이 발생합니다.
닫힌 레이저 헤드는 광원을 생성하지 않습니다.
레이저 출력이 감소하거나 램프가 노후화되었거나, 레이저 출력 에너지가 너무 낮거나, 레이저 절단 헤드의 나사가 헐거워져 광경로가 휘어지는 등의 문제가 발생할 수 있습니다.
레이저 공동 내부에 먼지가 많아져 다이어프램 프레임을 오염시키고, 레이저 전원 공급 장치를 끄지 않은 채 냉각 시스템을 장시간 가동하면 결빙이 발생하여 빛이 나오지 않습니다.
폐쇄 절삭 공정에서 테이블이 튀어 오릅니다.
변속 벨트가 영구적으로 변형되었고, 변속 기어 홈에 이물질이 있으며, 기어 톱니가 제대로 맞물리지 않았고, 소형 감속 기어의 기어 홈에 이물질이 있습니다.
절단 크기가 너무 큽니다.
펄스 수가 올바르게 설정되지 않았고, 반경 보정이 설정되지 않았으며, 베드의 공장 초기 설정값이 올바르지 않습니다.