 ტელეფონი: +8618853401859
ტელეფონი: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com







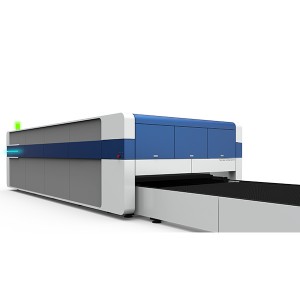
Pengwo 3000W ქარხნის პირდაპირი გაყიდვების დახურული ბოჭკოვანი ლაზერული ჭრის მანქანა
აპლიკაცია
1. 360 გრადუსიანი საწარმოო ხაზის ჭრის ჯგუფური გაჩერების სამუშაო ნაკადი, რაც საშუალებას იძლევა მილის ავტომატური კვება, ავტომატური კვება, ავტომატური ჭრა, ავტომატური ტრანსმისიის ოპერაცია.
2. KASRY Nesting პროგრამირების სისტემის, როგორც ძირითადი პროგრამირების ინსტრუმენტის გამოყენებით, პროგრამული უზრუნველყოფის პლატფორმა AUTOCAD basic, მარტივი, გრაფიკული და ინტუიციური, მდიდარი ფუნქციებით, მას შეუძლია მნიშვნელოვნად გააუმჯობესოს ოპერაციული ეფექტურობა.

აპლიკაცია
3. მაღალი დონის სამგანზომილებიანი მოქნილი რობოტული ჭრის აპლიკაციები, დახრილი ჭრის ფუნქციის მისაღწევად, მილისა და ჩირაღდნის დასამუშავებლად სერვო პოზიციონირების ფუნქციის გამოყენებით.

აპლიკაცია
შეუძლია ნახშირბადოვანი ფოლადის, უჟანგავი ფოლადის, სპილენძის, ალუმინის და სხვა მილებისა და პროფილების მოჭრა, როგორიცაა: მილი, მილი, ოვალური მილი, მართკუთხა მილი, H-სხივი, I-სხივი, კუთხოვანი, არხი და ა.შ. მოწყობილობა ფართოდ გამოიყენება სხვადასხვა სახის მილების პროფილის დამუშავების სფეროში, გემთმშენებლობის ინდუსტრიაში, ქსელური სტრუქტურის, ფოლადის, საზღვაო ინჟინერიის, ნავთობსადენების და სხვა დარგებში.

სპეციფიკაცია

ხშირად დასმული კითხვები
დახურული ლაზერული ჭრით გაჭრა შეუძლებელია.
ლაზერის სიმძლავრის შემცირება ან მილის დაბერება, ლაზერული ჭრის სიჩქარე ძალიან მაღალია, ფოკუსირების სარკე ან სარკის დაბინძურება, ფოკუსირების სარკის დაბზარვა, ფოკუსირების ეფექტი ცუდია, ფოკუსური მანძილის რეგულირება არასათანადოა, ლაზერის ოპტიკური გზა არასწორია, ძაბვის არასტაბილურობა, ლაზერული დენი მცირეა.
მოჭრილი მასალის ამრეკლავი მაჩვენებელი ძალიან მაღალია, საქშენის სინათლის გამოსასვლელი დაბლოკილია, დამხმარე გაზის წნევა ძალიან მცირეა და გაგრილების სისტემის გაგრილების ეფექტი ცუდია.
ამოჭრილი დახურული ხაზის საწყისი წერტილი და ფოკუსი არ ემთხვევა
სამუშაო მაგიდაზე გადაცემასა და ლილვს შორის არის შესუსტება, X ღერძი და Y ღერძის გამტარი რელსი არ არის ვერტიკალური, X და Y ღერძების გადამცემი ღვედი ფხვიერია L მიმართულებით, სლაიდერსა და გამტარ რელსს შორის უფსკრული ძალიან დიდია L მიმართულებით, სახაზავი ღვედი ძალიან ფხვიერია და წარმოიქმნება საპირისპირო უფსკრული.
დახურული ლაზერული თავი სინათლის წყაროს არ წარმოქმნის
ლაზერის სიმძლავრე მცირდება ან ნათურა დაძველებულია, ლაზერის გამომავალი ენერგია ძალიან დაბალია და ოპტიკური გზა გადახრილია ლაზერული საჭრელი თავის ფხვიერი ხრახნების გამო.
ლაზერის ღრუში მეტი მტვერია, რაც აბინძურებს დიაფრაგმის ჩარჩოს და გაგრილების სისტემა დიდი ხნის განმავლობაში ღიაა ლაზერული კვების წყაროს გახსნის გარეშე, რაც იწვევს ყინულის წარმოქმნას და სინათლის არარსებობას.
დახურული ჭრის პროცესში მაგიდა ხტება
გადაცემათა კოლოფის ღვედი მუდმივად დეფორმირებულია, გადაცემათა კოლოფის ღარი ჭუჭყიანია, კბილი არასწორია, ზომის შემცირების მექანიზმის პატარა ღარი ჭუჭყიანია.
ჭრის ზომა ძალიან დიდია
პულსის ნომერი სწორად არ არის დაყენებული, რადიუსის კომპენსაცია არ არის დაყენებული და საწოლის ქარხნული პარამეტრები სწორად არ არის დაყენებული
პროდუქტების კატეგორიები
-

მწარმოებელი ამარაგებს მაღალი სიმძლავრის 1560 დახურული ჩამრთველით...
-

ღია ბოჭკოვანი ლაზერული ჭრის მანქანა
-

3560 ყველაზე მაღალი რეიტინგის მქონე ლითონის მილების ლაზერული ჭრის მანქანა...
-

დახურული გადართვის ბოჭკოვანი ლაზერული ჭრის მანქანა
-
დახურული გადართვის 2040 ბოჭკოვანი ლაზერული ჭრის მანქანა
-

დიდი ფირფიტისა და მილის ლაზერული ყველაფერი ერთში უჟანგავი...