 Telefoni: +8618853401859
Telefoni: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com







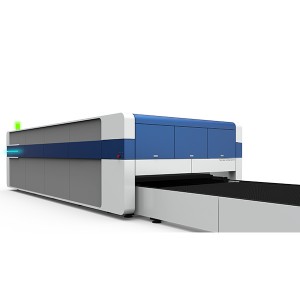
Makinë prerëse me lazer me fibra të mbyllura Pengwo 3000W me shitje direkte nga fabrika
Aplikacioni
1. Fluksi i punës i ndalimit të grupit të prerjes së linjës së prodhimit 360 gradë, duke mundësuar ushqyerjen automatike të tubave, ushqyerjen automatike, prerjen automatike, funksionimin automatik të transmisionit.
2. Duke përdorur sistemin e programimit KASRY Nesting si një mjet kryesor programimi, platforma e programimit softuerik AUTOCAD është bazike, e thjeshtë, grafike dhe intuitive, e pasur me funksione, dhe mund të përmirësojë shumë efikasitetin operacional.

Aplikacioni
3. Aplikacione prerjeje robotike tre-dimensionale fleksibile të nivelit të lartë, për të arritur funksionin e prerjes së pjerrët, tubin dhe pishtarin duke përdorur funksionin e pozicionimit servo.

Aplikacioni
Mund të presë çelik karboni, çelik inox, bakër, alumin dhe tuba e profile të tjera, të tilla si: tuba, tuba, tuba ovale, tuba drejtkëndëshe, trarë H, trarë I, këndorë, kanale, etj. Pajisja përdoret gjerësisht në lloje të ndryshme të përpunimit të profileve të tubave, industrinë e ndërtimit të anijeve, strukturën e rrjetit, çelikun, inxhinierinë detare, tubacionet e naftës dhe industri të tjera.

Specifikimi

Pyetje të shpeshta
Prerja e mbyllur me lazer nuk mund të pritet.
Rënie e fuqisë së lazerit ose plakje e tubit, shpejtësia e prerjes me lazer është shumë e shpejtë, pasqyra e fokusuar ose ndotja e pasqyrës, çarje e pasqyrës së fokusuar, efekti i fokusimit është i dobët, rregullimi i gjatësisë fokale është i papërshtatshëm, rruga optike e lazerit është e pasaktë dhe paqëndrueshmëria e tensionit, rryma e lazerit është e vogël.
Shkalla reflektuese e materialit të prerë është shumë e lartë, dalja e dritës së grykës është e bllokuar, presioni i gazit ndihmës është shumë i vogël dhe efekti ftohës i sistemit të ftohjes është i dobët.
Pika fillestare dhe fokusi i vijës së mbyllur të prerë nuk përkojnë
Ka lirim midis ingranazhit dhe boshtit në tryezën e punës, shina udhëzuese e boshtit X dhe boshtit Y nuk është vertikale, rripi i transmisionit të boshtit X dhe Y është i lirshëm L, hapësira midis rrëshqitësit dhe shinës udhëzuese është shumë e madhe L, rripi i vizorit është shumë i lirshëm dhe gjenerohet hapësira e kundërt.
Koka e mbyllur e lazerit nuk prodhon asnjë burim drite
Fuqia e lazerit zvogëlohet ose llamba është e vjetëruar, energjia e daljes së lazerit është shumë e ulët dhe rruga optike është e devijuar për shkak të vidave të lirshme në kokën prerëse të lazerit.
Ka më shumë pluhur në zgavrën e lazerit, i cili ndot kornizën e diafragmës, dhe sistemi i ftohjes është i hapur për një kohë të gjatë pa hapur furnizimin me energji të lazerit, duke rezultuar në akull dhe pa dritë.
Tabela kërcen në procesin e prerjes së mbyllur
Rripi i transmisionit është deformuar përgjithmonë, brazda e ingranazhit të transmisionit ka papastërti, dhëmbi nuk është i saktë, brazda e vogël e ingranazhit të reduktimit të madhësisë ka papastërti.
Madhësia e prerjes është shumë e madhe
Numri i pulsit nuk është vendosur saktë, kompensimi i rrezes nuk është vendosur dhe parametrat e fabrikës së shtratit nuk janë vendosur saktë
Kategoritë e produkteve
-

Prodhuesi furnizon çelës të mbyllur me fuqi të lartë 1560...
-

Makinë prerëse me lazer me fibra të hapura
-

Makina prerëse me lazer për tuba metalikë 3560 më e vlerësuara...
-

Makinë prerëse me lazer me fibra me ndërrim të mbyllur
-
Makinë prerëse me lazer me fibra me ndërrim të mbyllur 2040
-

Lazer me pllaka dhe tuba të mëdha, gjithçka-në-një, çelik inox...