فون: +8618853401859
فون: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com







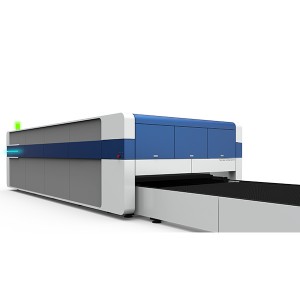
Pengwo 3000W فیکٹری براہ راست فروخت فائبر لیزر کاٹنے کی مشین بند کر دیا
درخواست
1. آل راؤنڈ 360 پروڈکشن لائن کٹنگ گروپ اسٹاپ ورک فلو، خودکار ٹیوب فیڈنگ، خودکار فیڈ، خودکار کٹنگ، خودکار ٹرانسمیشن آپریشن کو چالو کرنا۔
2. KASRY Nesting پروگرامنگ سسٹم کو ایک بڑے پروگرامنگ ٹول کے طور پر استعمال کرتے ہوئے، سافٹ ویئر پروگرامنگ پلیٹ فارم AUTOCAD بنیادی، سادہ، گرافیکل اور بدیہی، خصوصیت سے بھرپور، یہ آپریشنل کارکردگی کو بہت بہتر بنا سکتا ہے۔

درخواست
3. اعلی کے آخر میں تین جہتی لچکدار روبوٹک کاٹنے کی ایپلی کیشنز، بیول کاٹنے کی تقریب کو حاصل کرنے کے لئے، سروو پوزیشننگ فنکشن کا استعمال کرتے ہوئے پائپ اور ٹارچ۔

درخواست
کاربن سٹیل، سٹینلیس سٹیل، تانبا، ایلومینیم اور دیگر پائپ اور پروفائلز کاٹ سکتے ہیں، جیسے: ٹیوب، پائپ، اوول پائپ، مستطیل پائپ، ایچ بیم، آئی بیم، زاویہ، چینل وغیرہ۔ یہ آلہ وسیع پیمانے پر مختلف قسم کے پائپ پروفائل پروسیسنگ فیلڈ، جہاز سازی کی صنعت، نیٹ ورک کی ساخت، اسٹیل، میرین آئل لائنز اور دیگر پائپ لائنوں میں استعمال ہوتا ہے۔

تفصیلات

اکثر پوچھے گئے سوالات
بند لیزر کاٹنے کے ذریعے کاٹ نہیں سکتا.
لیزر پاور ڈیکلائن یا ٹیوب ایجنگ، لیزر کاٹنے کی رفتار بہت تیز ہے، فوکسنگ آئینے یا آئینے کی آلودگی، فوکسنگ آئینے میں کریکنگ، فوکسنگ اثر ناقص ہے، فوکل لینتھ ایڈجسٹمنٹ نامناسب ہے، لیزر آپٹیکل پاتھ غلط وولٹیج عدم استحکام ہے، لیزر کرنٹ چھوٹا ہے۔
کٹ مواد کی عکاسی کی شرح بہت زیادہ ہے، نوزل کا لائٹ آؤٹ لیٹ مسدود ہے، معاون گیس کا دباؤ بہت چھوٹا ہے، اور کولنگ سسٹم کا کولنگ اثر ناقص ہے۔
نقطہ آغاز اور کٹ بند لائن کا فوکس ایک ساتھ نہیں ہے۔
ورکنگ ٹیبل میں گیئر اور شافٹ کے درمیان ڈھیلا پن ہے، X ایکسس اور Y ایکسس گائیڈ ریل عمودی نہیں ہے، X اور Y محور کی ٹرانسمیشن بیلٹ ڈھیلی L ہے، سلائیڈر اور گائیڈ ریل کے درمیان کا فاصلہ بہت بڑا L ہے، رولر بیلٹ بہت ڈھیلا ہے، اور ریورس گیپ پیدا ہوتا ہے۔
بند لیزر ہیڈ روشنی کا کوئی ذریعہ پیدا نہیں کرتا ہے۔
لیزر کی طاقت کم ہو جاتی ہے یا لیمپ بوڑھا ہو جاتا ہے، لیزر آؤٹ پٹ انرجی بہت کم ہوتی ہے، اور لیزر کٹنگ ہیڈ میں ڈھیلے پیچ کی وجہ سے آپٹیکل راستہ منحرف ہو جاتا ہے۔
لیزر کیویٹی میں زیادہ دھول ہے، جو ڈایافرام کے فریم کو آلودہ کرتی ہے، اور کولنگ سسٹم طویل عرصے تک لیزر پاور سپلائی کو کھولے بغیر کھلا رہتا ہے، جس کے نتیجے میں برف اور روشنی نہیں ہوتی۔
ٹیبل بند کاٹنے کے عمل میں چھلانگ لگاتا ہے۔
ٹرانسمیشن بیلٹ مستقل طور پر خراب ہے، ٹرانسمیشن گیئر نالی میں گندگی ہے، دانت درست نہیں ہے، سائز کم کرنے والے گیئر کے چھوٹے گیئر گروو میں گندگی ہے
کٹ کا سائز بہت بڑا ہے۔
نبض کا نمبر درست طریقے سے سیٹ نہیں کیا گیا ہے، رداس کا معاوضہ سیٹ نہیں کیا گیا ہے، اور بیڈ کے فیکٹری پیرامیٹرز درست طریقے سے سیٹ نہیں کیے گئے ہیں۔