 Telefonas: +8618853401859
Telefonas: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com







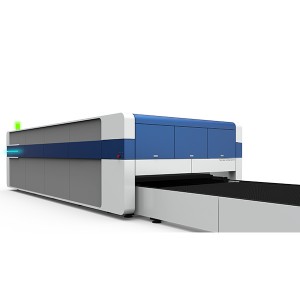
„Pengwo 3000W“ gamyklos tiesioginio pardavimo uždaro pluošto lazerinio pjovimo staklės
Paraiška
1.Visapusė 360 laipsnių gamybos linijos pjovimo grupės sustabdymo darbo eiga, leidžianti automatiškai tiekti vamzdžius, tiekti, pjauti ir valdyti automatinę transmisiją.
2. Naudojant KASRY Nesting programavimo sistemą kaip pagrindinę programavimo priemonę, programinės įrangos programavimo platforma AUTOCAD yra paprasta, grafinė ir intuityvi, daug funkcijų turinti, todėl gali gerokai padidinti veiklos efektyvumą.

Paraiška
3. Aukštos klasės trimatės lanksčios robotų pjovimo programos, skirtos pasiekti kampinio pjovimo funkciją, vamzdį ir degiklį naudojant servo padėties nustatymo funkciją.

Paraiška
Gali pjauti anglinio plieno, nerūdijančio plieno, vario, aliuminio ir kitus vamzdžius bei profilius, tokius kaip: vamzdžiai, vamzdeliai, ovalūs vamzdžiai, stačiakampiai vamzdžiai, H formos sijos, I formos sijos, kampai, kanalai ir kt. Įrenginys plačiai naudojamas įvairių rūšių vamzdžių profilių apdirbimo srityje, laivų statybos pramonėje, tinklų konstrukcijose, plieno, jūrų inžinerijos, naftotiekių ir kitose pramonės šakose.

Specifikacija

DUK
Uždaras lazerinis pjovimas negali prasipjauti.
Lazerio galios sumažėjimas arba vamzdžio senėjimas, per didelis lazerio pjovimo greitis, fokusuojantis veidrodis arba jo užterštumas, fokusuojantis veidrodis įtrūkęs, prastas fokusavimo efektas, netinkamas židinio nuotolio reguliavimas, neteisingas lazerio optinis kelias, įtampos nestabilumas, maža lazerio srovė
Pjaustomos medžiagos atspindžio greitis yra labai didelis, antgalio šviesos išleidimo anga yra užblokuota, pagalbinių dujų slėgis yra per mažas, o aušinimo sistemos aušinimo efektas yra prastas.
Pjūvio uždaros linijos pradžios taškas ir fokusas nesutampa
Darbiniame stale tarp krumpliaračio ir veleno yra atsipalaidavimas, X ir Y ašių kreipiančiosios bėgeliai nėra vertikalūs, X ir Y ašių transmisijos diržas yra laisvas L, tarpas tarp slankiklio ir kreipiamosios bėgelio yra per didelis L, liniuotės diržas yra per laisvas ir susidaro atvirkštinis tarpas.
Uždara lazerio galvutė nesukuria šviesos šaltinio
Sumažėja lazerio galia arba lempa pasenusi, lazerio išėjimo energija per maža, o optinis kelias nukrypsta dėl atsilaisvinusių lazerinio pjovimo galvutės varžtų.
Lazerio ertmėje yra daugiau dulkių, kurios užteršia diafragmos rėmą, o aušinimo sistema ilgą laiką atidaroma neatidarant lazerio maitinimo šaltinio, todėl susidaro ledas ir nėra šviesos.
Stalas šokinėja uždaro pjovimo proceso metu
Transmisijos diržas yra negrįžtamai deformuotas, transmisijos krumpliaračio griovelis yra užterštas, dantis yra neteisingas, mažo dydžio mažinimo krumpliaračio griovelis yra užterštas
Pjovimo dydis yra per didelis
Impulsų skaičius nustatytas neteisingai, spindulio kompensacija nenustatyta teisingai ir lovos gamykliniai parametrai nustatyti neteisingai
Produktų kategorijos
-

Gamintojas tiekia didelės galios 1560 uždarą jungiklį...
-

Atviro pluošto lazerinio pjovimo staklės
-

3560 Geriausiai įvertinta metalinių vamzdžių lazerinio pjovimo staklės...
-

Uždaro perjungimo pluošto lazerinio pjovimo staklės
-
Uždaro jungiklio 2040 pluošto lazerinio pjovimo staklės
-

Didelių plokščių ir vamzdžių lazerinis „viskas viename“ nerūdija...