ფოლადის ფირფიტების შედუღების თითოეულმა აპარატმა უნდა განახორციელოს წვრილი შედუღება და საგულდაგულო დაფქვა.
თითოეული გამაგრებული ფოლადის ფირფიტის შედუღების აპარატი დამუშავებულია იმპორტირებული Longmen-ის გადამამუშავებელი ცენტრის მიერ, რათა უზრუნველყოფილი იყოს აპარატის სისწორე და სიბრტყე.
ფოლადის ფირფიტების შედუღების თითოეული მანქანა უნდა გაიაროს T6 თერმული დამუშავება დაძაბულობის შესამსუბუქებლად.
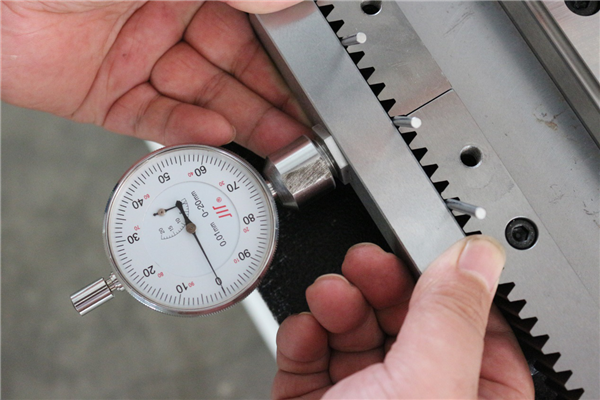
ინსტალაციისა და გამართვის შემდეგ, აღჭურვილობა უნდა შემოწმდეს და კომპენსირდეს API Company of America-ს მიერ წარმოებული ლაზერული ინტერფერომეტრით, რათა უზრუნველყოფილი იყოს ქარხნული აღჭურვილობის სიარულის სიზუსტე და განმეორებითი პოზიციონირების სიზუსტე.
 ტელეფონი: +8618853401859
ტელეფონი: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com