Teléfono: +8618853401859
Teléfono: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com






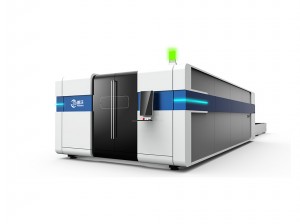
Máquina de corte láser con interruptor cerrado de 3000 W
Solicitud
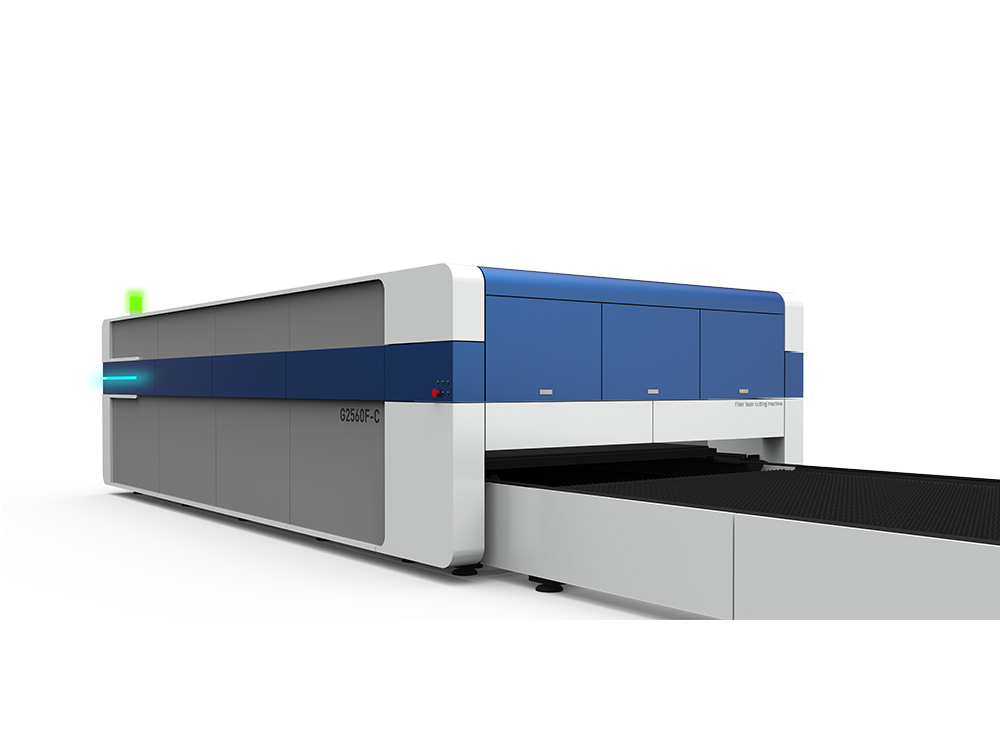
1. Línea de producción integral de 360 grados con grupo de corte y flujo de trabajo detenido, que permite la alimentación automática de tubos, la alimentación automática, el corte automático y la operación de transmisión automática.
2. Al utilizar el sistema de programación KASRY Nesting como herramienta principal de programación, la plataforma de software de programación AUTOCAD es básica, sencilla, gráfica e intuitiva, y cuenta con numerosas funciones, lo que puede mejorar considerablemente la eficiencia operativa.

Sistema de corte de autobuses inteligente de alta gama
Ajuste fino, alta flexibilidad, buen sellado, alta estabilidad, buena calidad de corte, perforación rápida, corte completo de placas de diferentes espesores y materiales; colimación y enfoque mediante lentes compuestas, calidad óptica y efecto de corte óptimos.

Solicitud
3. Aplicaciones de corte robótico flexible tridimensional de alta gama, para lograr la función de corte en bisel, la tubería y la antorcha utilizando la función de posicionamiento servo.
Solicitud
Puede cortar tubos y perfiles de acero al carbono, acero inoxidable, cobre, aluminio y otros materiales, como tubos, tuberías, tubos ovalados, tubos rectangulares, vigas en H, vigas en I, ángulos, canales, etc. Este dispositivo se utiliza ampliamente en diversos campos de procesamiento de perfiles de tuberías, la industria naval, estructuras de redes, acero, ingeniería marina, oleoductos y otras industrias.

Especificación

Preguntas frecuentes
El corte láser cerrado no puede cortar.
Disminución de la potencia del láser o envejecimiento del tubo, velocidad de corte láser demasiado rápida, espejo de enfoque o contaminación del espejo, agrietamiento del espejo de enfoque, efecto de enfoque deficiente, ajuste de la distancia focal inadecuado, trayectoria óptica del láser incorrecta, inestabilidad de voltaje, corriente láser baja
La reflectividad del material cortado es muy alta, la salida de luz de la boquilla está bloqueada, la presión del gas auxiliar es demasiado baja y el efecto de enfriamiento del sistema de refrigeración es deficiente.
El punto de partida y el foco de la línea cerrada cortada no coinciden.
Hay holgura entre el engranaje y el eje en la mesa de trabajo, el riel guía de los ejes X e Y no está vertical, la correa de transmisión de los ejes X e Y está floja L, el espacio entre el deslizador y el riel guía es demasiado grande L, la correa de la regla está demasiado floja y se genera un espacio inverso.
El cabezal láser cerrado no produce ninguna fuente de luz.
La potencia del láser disminuye o la lámpara está vieja, la energía de salida del láser es demasiado baja y la trayectoria óptica se desvía debido a tornillos sueltos en el cabezal de corte láser.
Hay más polvo en la cavidad del láser, lo que contamina el marco del diafragma, y el sistema de refrigeración permanece abierto durante mucho tiempo sin encender la fuente de alimentación del láser, lo que provoca la formación de hielo y la ausencia de luz.
La mesa salta en el proceso de corte cerrado.
La correa de transmisión está permanentemente deformada, la ranura del engranaje de transmisión tiene suciedad, el diente no está bien alineado, la ranura del engranaje pequeño del engranaje reductor tiene suciedad.
El tamaño del corte es demasiado grande.
El número de pulsos no está configurado correctamente, la compensación de radio no está configurada y los parámetros de fábrica de la cama no están configurados correctamente.