Telefono: +8618853401859
Telefono: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




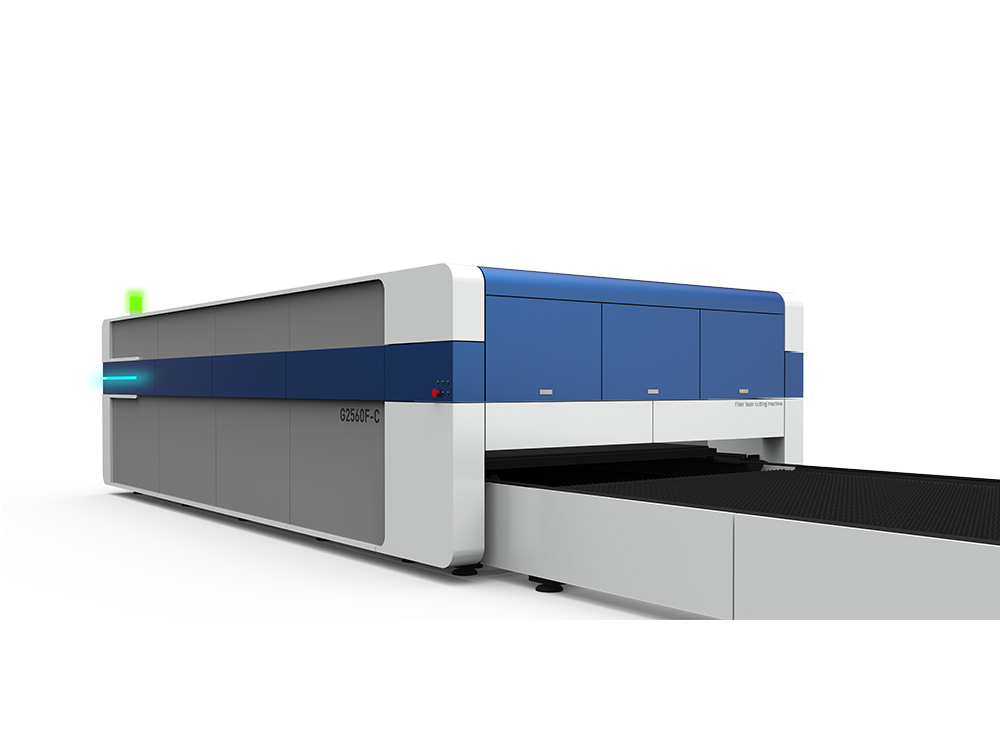


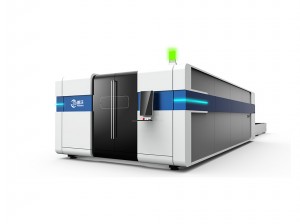
Macchina di taglio laser à commutazione chjusa 3000 W
Applicazione
1. flussu di travagliu di fermata di u gruppu di taglio di a linea di pruduzzione à 360 gradi, chì permette l'alimentazione automatica di tubi, l'alimentazione automatica, u taglio automaticu, u funziunamentu di trasmissione automatica.
2. Utilizendu u sistema di prugrammazione KASRY Nesting cum'è un strumentu di prugrammazione maiò, a piattaforma di prugrammazione di software AUTOCAD basica, simplice, grafica è intuitiva, ricca di funzioni, pò migliurà assai l'efficienza operativa.

Sistema di taglio di autobus intelligente di alta gamma
Ajustamentu fine, Alta flessibilità, ben sigillatu, Alta stabilità, bona qualità di tagliu, perforazione rapida, cumpleta u tagliu di piastre di diversi spessori è materiali; Collimazione è messa à focu cù lenti composite, Qualità ottica ottimale è effettu di tagliu.

Applicazione
3. Applicazioni di taglio roboticu flessibili tridimensionali di alta gamma, per ottene a funzione di taglio bisellato, u tubu è a torcia utilizendu a funzione di posizionamentu servo.
Applicazione
Pò taglià l'acciaiu à u carbone, l'acciaiu inox, u rame, l'aluminiu è altri tubi è profili, cum'è: u tubu, u tubu, u tubu ovale, u tubu rettangulare, u trave à H, u trave à I, l'angulu, u canale, ecc. U dispusitivu hè largamente utilizatu in vari tipi di campi di trasfurmazione di profili di tubi, l'industria navale, a struttura di rete, l'acciaiu, l'ingegneria marina, l'oleodotti è altre industrie.

Specificazione

FAQ
U tagliu laser chjusu ùn pò micca taglià.
Diminuzione di a putenza di u laser o invechjamentu di u tubu, a velocità di tagliu laser hè troppu rapida, specchiu di focalizazione o inquinamentu di u specchiu, screpolatura di u specchiu di focalizazione, l'effettu di focalizazione hè scarsu, l'aghjustamentu di a lunghezza focale hè inappropriatu, u percorsu otticu laser hè instabilità di tensione incorretta, a corrente laser hè chjuca
A velocità di riflessione di u materiale tagliatu hè assai alta, a surtita di luce di l'ugellu hè bluccata, a pressione di u gasu ausiliariu hè troppu chjuca, è l'effettu di raffreddamentu di u sistema di raffreddamentu hè scarsu.
U puntu di partenza è u focu di a linea chjusa tagliata ùn coincidenu micca
Ci hè un allentamentu trà l'ingranaggio è l'asse in a tavula di travagliu, a rotaia di guida di l'asse X è Y ùn hè micca verticale, a cinghia di trasmissione di l'asse X è Y hè allentata L, u spaziu trà u cursore è a rotaia di guida hè troppu grande L, a cinghia di a riga hè troppu allentata, è si genera u spaziu inversu.
A testa laser chjusa ùn produce micca fonte di luce
A putenza di u laser diminuisce o a lampada hè invechjata, l'energia di uscita di u laser hè troppu bassa, è u percorsu otticu hè deviatu per via di viti allentate in a testa di taglio laser.
Ci hè più polvere in a cavità laser, chì inquina u quadru di u diafragma, è u sistema di raffreddamentu hè apertu per un bellu pezzu senza apre l'alimentazione laser, risultendu in ghiaccio è senza luce.
A tavula salta in u prucessu di tagliu chjusu
A cinghia di trasmissione hè deformata permanentemente, a scanalatura di l'ingranaggio di trasmissione hè sporca, u dente ùn hè micca currettu, a piccula scanalatura di l'ingranaggio di riduzione di dimensione hè sporca
A taglia hè troppu grande
U numeru di l'impulsi ùn hè micca impostu currettamente, a compensazione di u raghju ùn hè micca impostu, è i parametri di fabbrica di u lettu ùn sò micca imposti currettamente.