Телефон: +8618853401859
Телефон: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




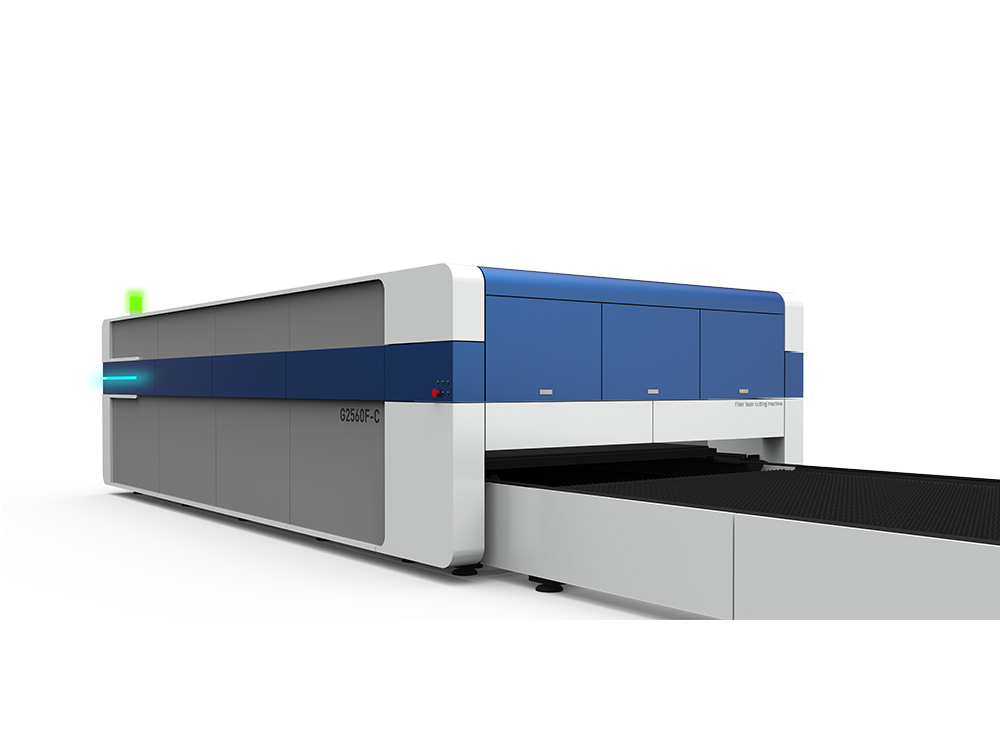


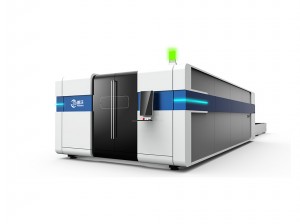
Лазерний різальний верстат із замкнутим перемикачем потужністю 3000 Вт
Застосування
1. всебічний робочий процес зупинки групи різання виробничої лінії на 360 градусів, що дозволяє автоматичну подачу труб, автоматичну подачу, автоматичне різання, автоматичну роботу коробки передач.
2. Використання системи програмування KASRY Nesting як основного інструменту програмування, базової, простої, графічної та інтуїтивно зрозумілої, багатофункціональної платформи програмного забезпечення AUTOCAD може значно підвищити ефективність роботи.

Високоякісна інтелектуальна система різання автобусів
Точне регулювання, висока гнучкість, добре герметизується, висока стабільність, хороша якість різання, швидкість перфорації, можливість різання пластин різної товщини та матеріалу; колімація та фокусування за допомогою композитних лінз, оптимальна оптична якість та ефект різання.

Застосування
3. Високоякісні тривимірні гнучкі роботизовані різальні програми для досягнення функції скошеного різання, труби та пальника за допомогою функції сервопозиціонування.
Застосування
Може різати вуглецеву сталь, нержавіючу сталь, мідь, алюміній та інші труби та профілі, такі як: труби, овальні труби, прямокутні труби, H-подібні балки, I-подібні балки, кутники, швелери тощо. Пристрій широко використовується в різних галузях обробки профілів труб, суднобудівній промисловості, мережевих конструкціях, сталеливарному машинобудуванні, морському машинобудуванні, нафтопроводах та інших галузях промисловості.

Специфікація

Найчастіші запитання
Закрите лазерне різання не може прорізати наскрізь.
Зниження потужності лазера або старіння трубки, занадто висока швидкість лазерного різання, забруднення фокусувального дзеркала або дзеркала, розтріскування фокусувального дзеркала, поганий ефект фокусування, неправильне налаштування фокусної відстані, неправильний оптичний шлях лазера, нестабільність напруги, малий струм лазера.
Коефіцієнт відбиття різаного матеріалу дуже високий, вихід світла з сопла заблокований, тиск допоміжного газу занадто малий, а охолоджувальний ефект системи охолодження поганий.
Початкова точка та фокус розрізаної замкнутої лінії не збігаються
Спостерігається ослаблення кріплення між шестернею та валом робочого столу, напрямна рейка осей X та Y не вертикальна, передавальний ремінь осей X та Y ослаблений L, зазор між повзунком та напрямною рейкою занадто великий L, ремінь лінійки занадто ослаблений, утворюється зворотний зазор.
Закрита лазерна головка не створює джерела світла
Потужність лазера зменшується або лампа старіє, енергія лазерного випромінювання занадто низька, а оптичний шлях відхиляється через нещільно закручені гвинти в лазерній ріжучій головці.
У лазерному резонаторі накопичується більше пилу, який забруднює рамку діафрагми, а система охолодження довго відкривається без відкриття джерела живлення лазера, що призводить до утворення льоду та відсутності світла.
Стіл підстрибує в процесі закритого різання
Ремінь передач постійно деформований, паз шестерні передачі забруднений, зуб неправильний, паз малої шестерні редуктора забруднений.
Розмір зрізу занадто великий
Кількість імпульсів встановлено неправильно, компенсація радіуса не встановлена, а заводські параметри платформи встановлено неправильно.