เบอร์โทรศัพท์: +8618853401859
เบอร์โทรศัพท์: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




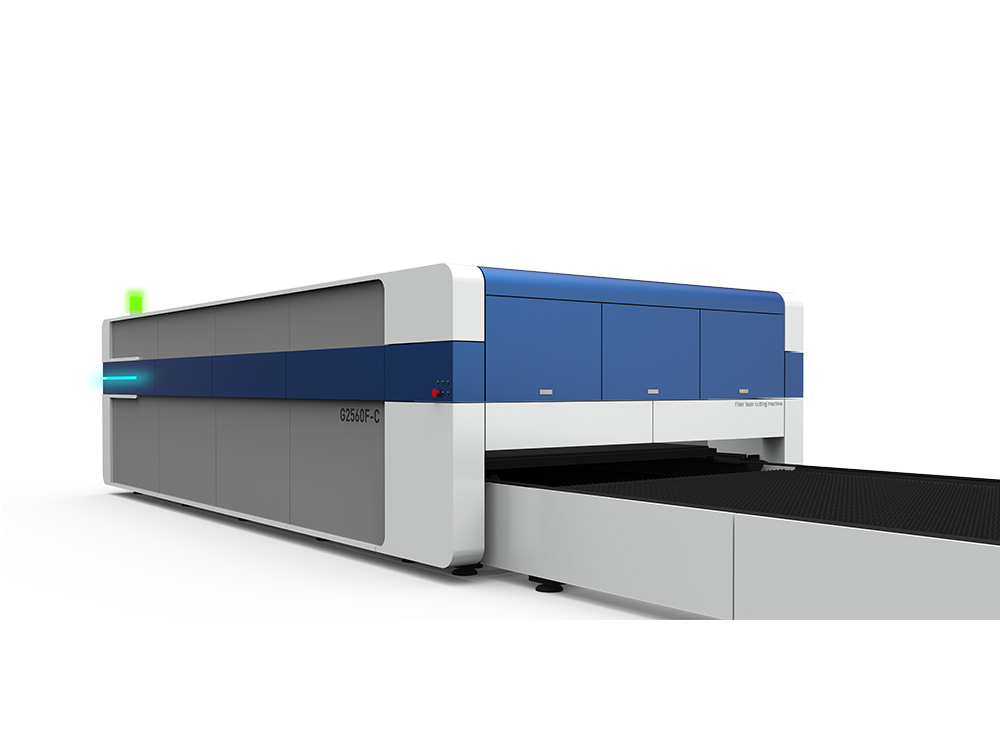


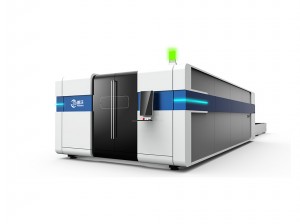
เครื่องตัดเลเซอร์แบบปิดสวิตช์ 3000 วัตต์
แอปพลิเคชัน
1. ระบบตัดแบบ 360 องศาครบวงจร ช่วยให้สามารถป้อนท่ออัตโนมัติ ป้อนวัสดุอัตโนมัติ ตัดอัตโนมัติ และส่งกำลังอัตโนมัติได้
2. การใช้ระบบการเขียนโปรแกรม KASRY Nesting เป็นเครื่องมือการเขียนโปรแกรมหลัก ร่วมกับแพลตฟอร์มการเขียนโปรแกรมซอฟต์แวร์ AUTOCAD ซึ่งมีความพื้นฐาน เรียบง่าย มีกราฟิก และใช้งานง่าย มีคุณสมบัติครบครัน สามารถช่วยเพิ่มประสิทธิภาพการทำงานได้อย่างมาก

ระบบตัดบัสอัจฉริยะระดับไฮเอนด์
การปรับแต่งอย่างละเอียด ความยืดหยุ่นสูง การปิดผนึกที่ดี ความเสถียรสูง คุณภาพการตัดที่ดี การเจาะที่รวดเร็ว สามารถตัดแผ่นวัสดุและความหนาต่างกันได้ การปรับแนวและการโฟกัสโดยใช้เลนส์คอมโพสิต คุณภาพทางแสงและผลการตัดที่ดีที่สุด

แอปพลิเคชัน
3. การใช้งานหุ่นยนต์ตัดแบบยืดหยุ่นสามมิติระดับไฮเอนด์ เพื่อให้ได้ฟังก์ชันการตัดแบบเอียง โดยใช้ฟังก์ชันการกำหนดตำแหน่งเซอร์โวกับท่อและหัวตัด
แอปพลิเคชัน
สามารถตัดเหล็กกล้าคาร์บอน เหล็กกล้าไร้สนิม ทองแดง อลูมิเนียม และท่อและโปรไฟล์อื่นๆ เช่น ท่อกลม ท่อรูปไข่ ท่อสี่เหลี่ยม เหล็กรูปตัว H เหล็กรูปตัว I เหล็กฉาก เหล็กราง ฯลฯ เครื่องมือนี้ใช้กันอย่างแพร่หลายในงานแปรรูปโปรไฟล์ท่อประเภทต่างๆ อุตสาหกรรมการต่อเรือ โครงสร้างเครือข่าย เหล็ก วิศวกรรมทางทะเล ท่อส่งน้ำมัน และอุตสาหกรรมอื่นๆ

ข้อกำหนด

คำถามที่พบบ่อย
การตัดด้วยเลเซอร์แบบปิดไม่สามารถตัดผ่านได้
กำลังเลเซอร์ลดลงหรือหลอดเลเซอร์เสื่อมสภาพ ความเร็วในการตัดด้วยเลเซอร์เร็วเกินไป กระจกโฟกัสสกปรก กระจกโฟกัสแตก ผลการโฟกัสไม่ดี การปรับระยะโฟกัสไม่เหมาะสม เส้นทางแสงของเลเซอร์ไม่ถูกต้อง แรงดันไฟฟ้าไม่เสถียร กระแสเลเซอร์น้อยเกินไป
อัตราการสะท้อนแสงของวัสดุที่ตัดสูงมาก ช่องปล่อยแสงของหัวฉีดถูกปิดกั้น แรงดันก๊าซเสริมต่ำเกินไป และประสิทธิภาพการระบายความร้อนของระบบระบายความร้อนไม่ดี
จุดเริ่มต้นและจุดโฟกัสของเส้นปิดที่ถูกตัดนั้นไม่ตรงกัน
มีการหลวมระหว่างเฟืองและเพลาในโต๊ะทำงาน รางนำแกน X และแกน Y ไม่ตั้งฉาก สายพานส่งกำลังของแกน X และแกน Y หลวม L ช่องว่างระหว่างตัวเลื่อนและรางนำกว้างเกินไป L สายพานไม้บรรทัดหลวมเกินไป และเกิดช่องว่างย้อนกลับ
หัวเลเซอร์แบบปิดจะไม่สร้างแหล่งกำเนิดแสงใดๆ
กำลังเลเซอร์ลดลงหรือหลอดไฟเสื่อมสภาพ พลังงานเอาต์พุตของเลเซอร์ต่ำเกินไป หรือเส้นทางแสงเบี่ยงเบนเนื่องจากสกรูหลวมในหัวตัดเลเซอร์
มีฝุ่นมากเกินไปในช่องเลเซอร์ ซึ่งทำให้เฟรมไดอะแฟรมสกปรก และระบบระบายความร้อนถูกเปิดทิ้งไว้นานโดยไม่ได้เปิดแหล่งจ่ายไฟเลเซอร์ ส่งผลให้เกิดน้ำแข็งเกาะและไม่มีแสง
โต๊ะจะกระโดดในระหว่างกระบวนการตัดแบบปิด
สายพานส่งกำลังเสียรูปทรงถาวร ร่องเฟืองส่งกำลังมีสิ่งสกปรก ฟันเฟืองไม่ถูกต้อง ร่องเฟืองเล็กของเฟืองลดขนาดมีสิ่งสกปรก
ขนาดของชิ้นใหญ่เกินไป
จำนวนพัลส์ไม่ได้ตั้งค่าอย่างถูกต้อง การชดเชยรัศมีไม่ได้ตั้งค่า และพารามิเตอร์จากโรงงานของแท่นพิมพ์ไม่ได้ตั้งค่าอย่างถูกต้อง