Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




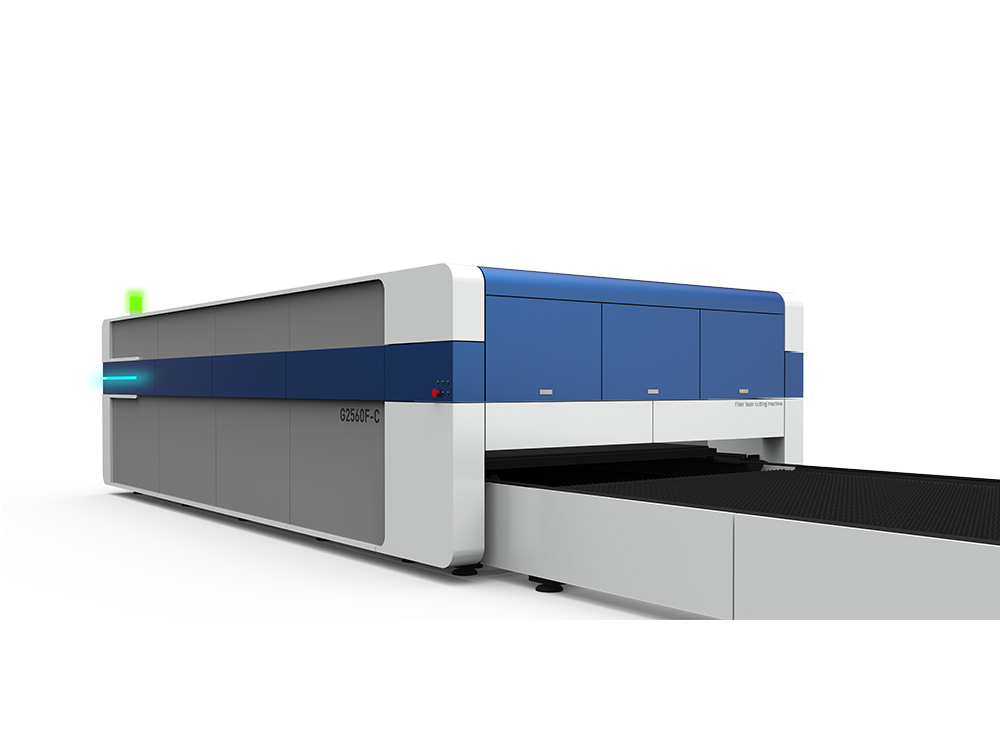


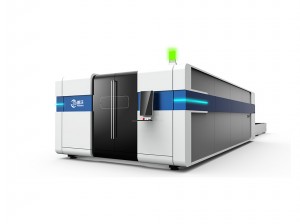
3000 Vt qapalı açarlı lazer kəsmə maşını
Tətbiq
1. Hərtərəfli 360 istehsal xətti kəsmə qrupu iş axınını dayandırır, avtomatik boru qidalanması, avtomatik qidalanma, avtomatik kəsmə, avtomatik ötürmə əməliyyatını təmin edir.
2. KASRY Nesting proqramlaşdırma sistemindən əsas proqramlaşdırma vasitəsi kimi istifadə edərək, AUTOCAD proqram təminatı platforması əsas, sadə, qrafik və intuitiv, xüsusiyyətlərlə zəngindir, əməliyyat səmərəliliyini xeyli artıra bilər.

Yüksək səviyyəli ağıllı avtobus kəsmə sistemi
İncə tənzimləmə, yüksək elastiklik, yaxşı möhürlənmiş, yüksək sabitlik, yaxşı kəsmə keyfiyyəti, sürətli perforasiya, müxtəlif qalınlıq və material lövhələrinin kəsilməsini tamamlamaq; Kompozit linzalardan istifadə edərək kollimasiya və fokuslama, optimal optik keyfiyyət və kəsmə effekti.

Tətbiq
3. Servo yerləşdirmə funksiyasından istifadə edərək boru və məşəl üçün əyri kəsmə funksiyasına nail olmaq üçün yüksək səviyyəli üçölçülü çevik robot kəsmə tətbiqləri.
Tətbiq
Karbon polad, paslanmayan polad, mis, alüminium və digər boru və profilləri, məsələn: boru, boru, oval boru, düzbucaqlı boru, H-şüa, I-şüa, bucaq, kanal və s. kəsə bilər. Cihaz müxtəlif növ boru profil emalı sahəsində, gəmiqayırma sənayesində, şəbəkə quruluşunda, poladda, dəniz mühəndisliyində, neft boru kəmərlərində və digər sahələrdə geniş istifadə olunur.

Xüsusiyyət

Tez-tez verilən suallar
Qapalı lazer kəsmə üsulu ilə kəsmək mümkün deyil.
Lazer gücünün azalması və ya borunun qocalması, lazer kəsmə sürəti çox sürətli, güzgü və ya güzgü çirklənməsi, güzgü çatlaması, fokuslama effekti zəif, fokus uzunluğunun tənzimlənməsi uyğun deyil, lazer optik yolu səhv gərginlik qeyri-sabitliyi, lazer cərəyanı kiçikdir
Kəsilmiş materialın əks etdirmə sürəti çox yüksəkdir, burunun işıq çıxışı tıxanıb, köməkçi qaz təzyiqi çox aşağıdır və soyutma sisteminin soyutma təsiri zəifdir.
Kəsilmiş qapalı xəttin başlanğıc nöqtəsi və fokusu üst-üstə düşmür
İş masasında dişli çarx və val arasında boşluq var, X ox və Y oxlarının istiqamətləndirici relsi şaquli deyil, X və Y oxlarının ötürücü kəməri L boşdur, sürgü ilə istiqamətləndirici rels arasındakı boşluq L çox böyükdür, xətkeş kəməri çox boşdur və tərs boşluq yaranır.
Qapalı lazer başlığı heç bir işıq mənbəyi istehsal etmir
Lazer gücü azalır və ya lampa köhnəlir, lazer çıxış enerjisi çox aşağıdır və lazer kəsici başlığındakı boş vintlər səbəbindən optik yol əyilir.
Lazer boşluğunda daha çox toz olur ki, bu da diafraqma çərçivəsini çirkləndirir və soyutma sistemi lazer enerji mənbəyini açmadan uzun müddət açılır, nəticədə buz əmələ gəlir və işıq olmur.
Masa qapalı kəsmə prosesində sıçrayır
Transmissiya kəməri daimi olaraq deformasiyaya uğrayıb, transmissiya dişli yivində çirk var, diş düzgün deyil, ölçü azaldıcı dişlinin kiçik dişli yivində çirk var
Kəsilmiş hissənin ölçüsü çox böyükdür
İmpuls sayı düzgün təyin edilməyib, radius kompensasiyası təyin edilməyib və yatağın zavod parametrləri düzgün təyin edilməyib