फ़ोन: +8618853401859
फ़ोन: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com






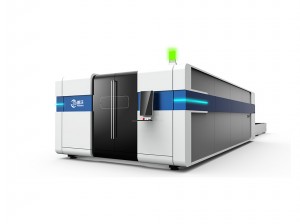
4000 वाट की क्लोज्ड स्विच्ड लेजर कटिंग मशीन
आवेदन
1. चौतरफा 360 उत्पादन लाइन कटिंग ग्रुप स्टॉप वर्कफ़्लो, स्वचालित ट्यूब फीडिंग, स्वचालित फीड, स्वचालित कटिंग, स्वचालित ट्रांसमिशन संचालन को सक्षम बनाता है।
2. KASRY नेस्टिंग प्रोग्रामिंग सिस्टम को मुख्य प्रोग्रामिंग टूल के रूप में उपयोग करते हुए, सॉफ्टवेयर प्रोग्रामिंग प्लेटफॉर्म AUTOCAD बुनियादी, सरल, ग्राफिकल और सहज ज्ञान युक्त होने के साथ-साथ सुविधाओं से भरपूर है, जिससे परिचालन दक्षता में काफी सुधार हो सकता है।

उच्च स्तरीय बुद्धिमान बस कटिंग सिस्टम
बेहतरीन समायोजन, उच्च लचीलापन, अच्छी तरह से सीलबंद, उच्च स्थिरता, अच्छी कटिंग गुणवत्ता, तीव्र वेधन, विभिन्न मोटाई और सामग्री की प्लेटों की पूर्ण कटिंग; मिश्रित लेंसों का उपयोग करके संरेखण और फोकसिंग, इष्टतम ऑप्टिकल गुणवत्ता और कटिंग प्रभाव।

आवेदन
3. उच्च स्तरीय त्रि-आयामी लचीले रोबोटिक कटिंग अनुप्रयोग, बेवल कटिंग फ़ंक्शन प्राप्त करने के लिए, पाइप और टॉर्च का उपयोग सर्वो पोजिशनिंग फ़ंक्शन के साथ किया जाता है।
आवेदन
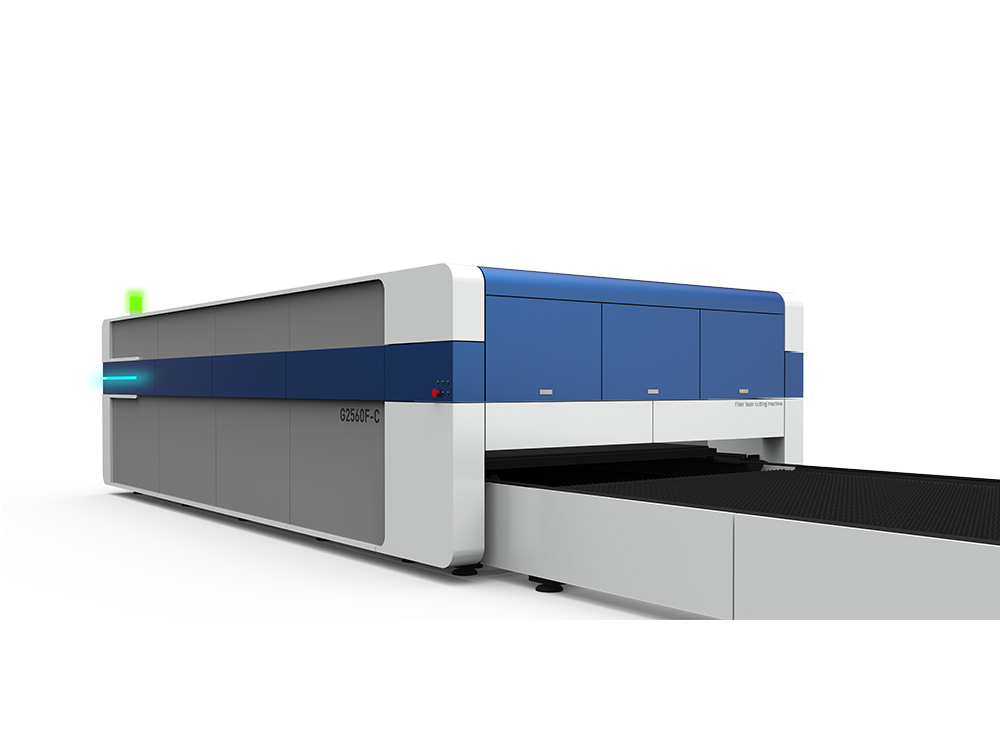
यह उपकरण कार्बन स्टील, स्टेनलेस स्टील, तांबा, एल्युमीनियम और अन्य पाइपों और प्रोफाइलों को काट सकता है, जैसे कि ट्यूब, पाइप, अंडाकार पाइप, आयताकार पाइप, एच-बीम, आई-बीम, एंगल, चैनल आदि। इस उपकरण का व्यापक रूप से विभिन्न प्रकार के पाइप प्रोफाइल प्रसंस्करण क्षेत्र, जहाज निर्माण उद्योग, नेटवर्क संरचना, इस्पात, समुद्री इंजीनियरिंग, तेल पाइपलाइन और अन्य उद्योगों में उपयोग किया जाता है।

विनिर्देश

अक्सर पूछे जाने वाले प्रश्न
बंद लेजर कटिंग से पूरी तरह से काटा नहीं जा सकता।
लेजर की शक्ति में कमी या ट्यूब का पुराना होना, लेजर कटिंग की गति बहुत तेज होना, फोकसिंग मिरर में खराबी या प्रदूषण, फोकसिंग मिरर में दरार, फोकसिंग प्रभाव का खराब होना, फोकल लेंथ का गलत समायोजन, लेजर ऑप्टिकल पथ का गलत होना, वोल्टेज अस्थिरता, लेजर करंट का कम होना।
काटे गए पदार्थ की परावर्तक दर बहुत अधिक है, नोजल का प्रकाश निकास अवरुद्ध है, सहायक गैस का दबाव बहुत कम है, और शीतलन प्रणाली का शीतलन प्रभाव खराब है।
कटी हुई बंद रेखा का प्रारंभिक बिंदु और फोकस बिंदु एक दूसरे से मेल नहीं खाते।
वर्किंग टेबल में गियर और शाफ्ट के बीच ढीलापन है, X अक्ष और Y अक्ष की गाइड रेल सीधी नहीं है, X और Y अक्ष की ट्रांसमिशन बेल्ट ढीली है, स्लाइडर और गाइड रेल के बीच का गैप बहुत अधिक है, रूलर बेल्ट बहुत ढीली है, और इसके परिणामस्वरूप रिवर्स गैप उत्पन्न हो गया है।
बंद लेजर हेड से कोई प्रकाश स्रोत उत्पन्न नहीं होता है।
लेजर की शक्ति कम हो जाती है या लैंप पुराना हो जाता है, लेजर की आउटपुट ऊर्जा बहुत कम हो जाती है, और लेजर कटिंग हेड में स्क्रू ढीले होने के कारण ऑप्टिकल पथ विचलित हो जाता है।
लेजर कैविटी में धूल की मात्रा अधिक होने से डायाफ्राम फ्रेम दूषित हो जाता है, और कूलिंग सिस्टम लंबे समय तक लेजर पावर सप्लाई को चालू किए बिना ही खुला रहता है, जिसके परिणामस्वरूप बर्फ जम जाती है और प्रकाश नहीं निकलता।
बंद कटिंग प्रक्रिया में टेबल उछलती है
ट्रांसमिशन बेल्ट स्थायी रूप से विकृत है, ट्रांसमिशन गियर ग्रूव में गंदगी है, दांत सही नहीं हैं, साइज रिडक्शन गियर के छोटे गियर ग्रूव में गंदगी है।
कट का आकार बहुत बड़ा है
पल्स संख्या सही ढंग से सेट नहीं है, त्रिज्या क्षतिपूर्ति सेट नहीं है, और बेड के फ़ैक्टरी पैरामीटर सही ढंग से सेट नहीं हैं।