Telepono: +8618853401859
Telepono: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com






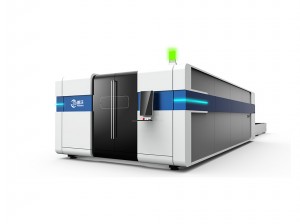
4000 watt na saradong nakabukas na laser cutting machine
Aplikasyon
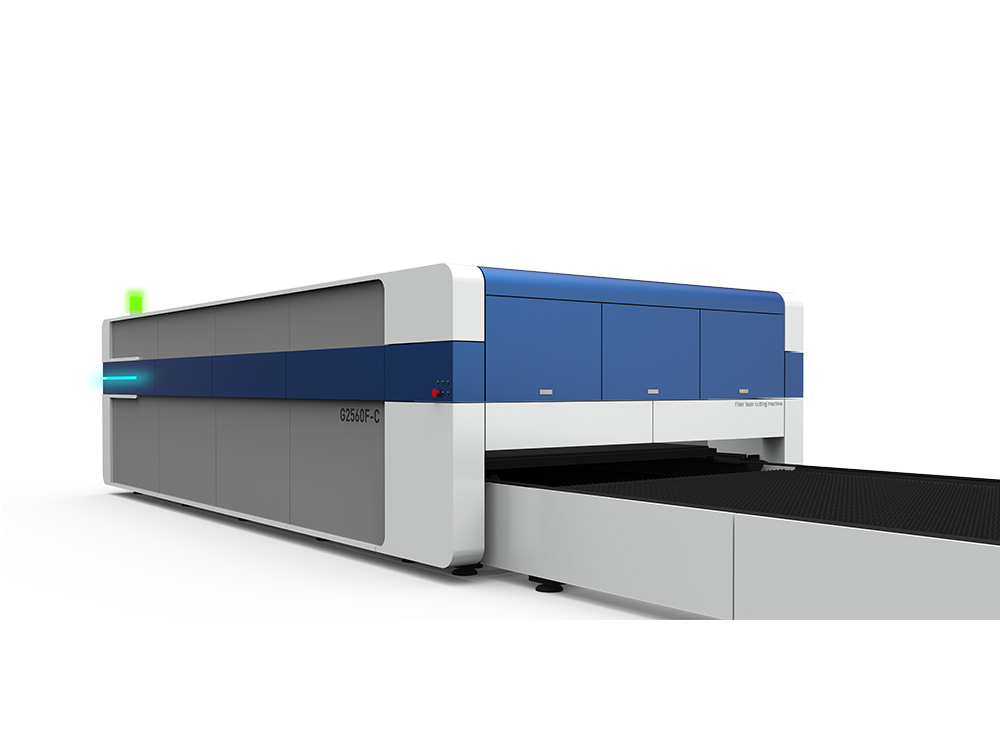
1.all-round 360 production line cutting group stop workflow, na nagbibigay-daan sa awtomatikong pagpapakain ng tubo, awtomatikong pagpapakain, awtomatikong pagputol, awtomatikong operasyon ng transmisyon.
2. Gamit ang KASRY Nesting programming system bilang isang pangunahing tool sa programming, ang software programming platform na AUTOCAD ay basic, simple, graphical at madaling maunawaan, at mayaman sa features, kaya nitong lubos na mapabuti ang operational efficiency.

Mataas na antas ng matalinong sistema ng pagputol ng bus
Pinong pagsasaayos, Mataas na kakayahang umangkop, mahusay na selyado, Mataas na estabilidad, mahusay na kalidad ng pagputol, bilis ng pagbubutas, kumpleto ang pagputol ng plato na may iba't ibang kapal at materyal; Pag-collimate at pagpo-focus gamit ang mga composite lens, Pinakamainam na kalidad ng optika at epekto ng pagputol.

Aplikasyon
3. Mga high-end na three-dimensional na flexible na robotic cutting application, para makamit ang bevel cutting function, ang tubo at ang torch ay gumagamit ng servo positioning function.
Aplikasyon
Kayang putulin ang carbon steel, stainless steel, tanso, aluminum at iba pang mga tubo at profile, tulad ng: tubo, tubo, oval pipe, rectangular pipe, H-beam, I-beam, angle, channel, atbp. Ang aparatong ito ay malawakang ginagamit sa iba't ibang uri ng larangan ng pagproseso ng profile ng mga tubo, industriya ng paggawa ng barko, istruktura ng network, bakal, marine engineering, mga pipeline ng langis at iba pang mga industriya.

Espesipikasyon

Mga Madalas Itanong
Hindi kayang putulin ang closed laser cutting.
Pagbaba ng lakas ng laser o pagtanda ng tubo, masyadong mabilis ang pagputol ng laser, polusyon sa salamin o polusyon sa pagpo-focus, pagbibitak ng salamin sa pagpo-focus, mahina ang epekto ng pagpo-focus, hindi naaangkop na pagsasaayos ng focal length, hindi tama ang boltahe sa laser optical path, at maliit ang kuryente ng laser.
Napakataas ng reflective rate ng cut material, nababara ang light outlet ng nozzle, napakaliit ng auxiliary gas pressure, at mahina ang cooling effect ng cooling system.
Ang panimulang punto at ang pokus ng pinutol na saradong linya ay hindi magkatugma
Mayroong pagluwag sa pagitan ng gear at shaft sa working table, ang X axis at Y axis guide rail ay hindi patayo, ang transmission belt ng X at Y axis ay maluwag L, ang agwat sa pagitan ng slider at guide rail ay masyadong malaki L, ang ruler belt ay masyadong maluwag, at ang reverse gap ay nabuo.
Ang saradong ulo ng laser ay hindi naglalabas ng pinagmumulan ng liwanag
Bumababa ang lakas ng laser o tumanda na ang lampara, masyadong mababa ang enerhiya ng output ng laser, at ang optical path ay nalilihis dahil sa maluwag na mga turnilyo sa laser cutting head
Mas maraming alikabok sa lukab ng laser, na nagpaparumi sa frame ng diaphragm, at ang sistema ng paglamig ay nabubuksan nang mahabang panahon nang hindi binubuksan ang suplay ng kuryente ng laser, na nagreresulta sa yelo at walang liwanag.
Tumatalon ang mesa sa proseso ng saradong pagputol
Permanenteng nabago ang hugis ng transmission belt, may dumi ang uka ng transmission gear, hindi tama ang ngipin, may dumi ang uka ng maliit na gear ng size reduction gear.
Masyadong malaki ang laki ng hiwa
Hindi naitakda nang tama ang pulse number, hindi naitakda ang radius compensation, at hindi naitakda nang tama ang mga factory parameter ng bed