تلفن: +۸۶۱۸۸۵۳۴۰۱۸۵۹
تلفن: +۸۶۱۸۸۵۳۴۰۱۸۵۹ E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




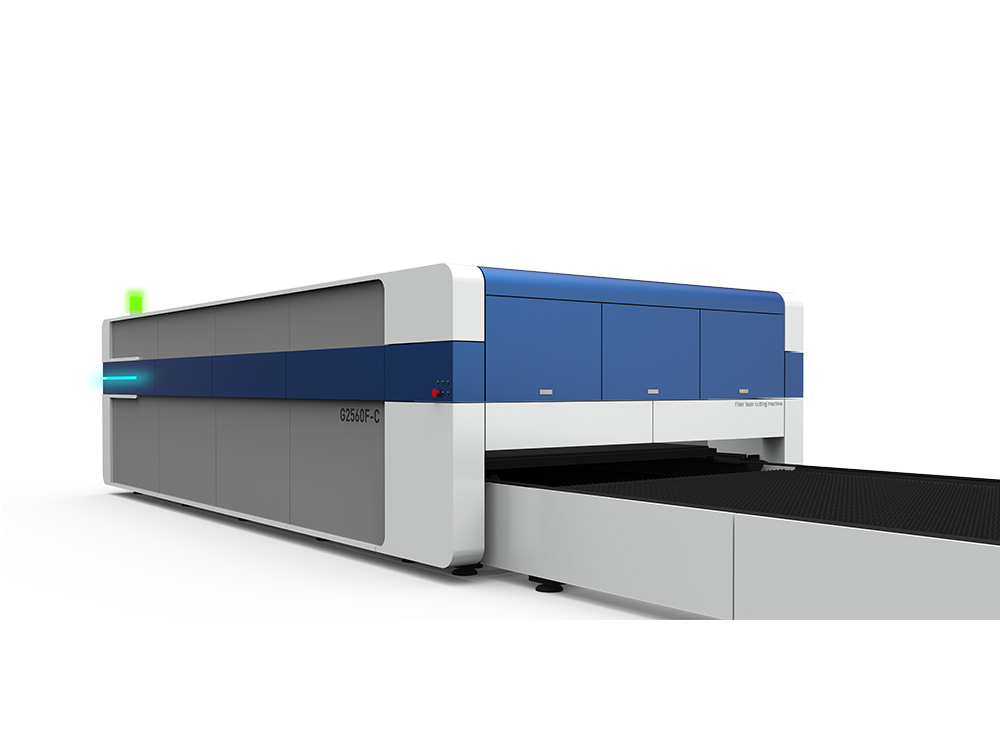


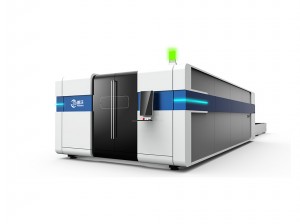
دستگاه برش لیزر سوئیچ بسته ۴۰۰۰ وات
کاربرد
۱. توقف گردش کار گروه برش خط تولید ۳۶۰ درجه، که امکان تغذیه خودکار لوله، تغذیه خودکار، برش خودکار و عملیات انتقال خودکار را فراهم میکند.
2. با استفاده از سیستم برنامه نویسی KASRY Nesting به عنوان یک ابزار اصلی برنامه نویسی، پلتفرم برنامه نویسی نرم افزار AUTOCAD پایه، ساده، گرافیکی و شهودی، غنی از ویژگی ها، می تواند کارایی عملیاتی را تا حد زیادی بهبود بخشد.

سیستم برش اتوبوس هوشمند پیشرفته
تنظیم دقیق، انعطافپذیری بالا، آببندی خوب، پایداری بالا، کیفیت برش خوب، سوراخکاری سریع، برش کامل صفحه با ضخامتها و جنسهای مختلف؛ موازیسازی و فوکوس با استفاده از لنزهای کامپوزیت، کیفیت نوری و اثر برش بهینه.

کاربرد
۳. کاربردهای برش رباتیک انعطافپذیر سهبعدی سطح بالا، برای دستیابی به عملکرد برش مورب، لوله و مشعل با استفاده از عملکرد موقعیتیابی سروو.
کاربرد
میتواند فولاد کربنی، فولاد ضد زنگ، مس، آلومینیوم و سایر لولهها و پروفیلها مانند: لوله، لوله، لوله بیضی شکل، لوله مستطیلی، تیرآهن H، تیرآهن I شکل، نبشی، کانال و غیره را برش دهد. این دستگاه به طور گسترده در انواع مختلف لولهها، صنعت کشتیسازی، سازه شبکه، فولاد، مهندسی دریایی، خطوط لوله نفت و سایر صنایع استفاده میشود.

مشخصات

سوالات متداول
برش لیزری بسته نمیتواند برش را انجام دهد.
کاهش توان لیزر یا فرسودگی تیوب، سرعت برش لیزر خیلی زیاد، آینه فوکوس کننده یا آلودگی آینه، ترک خوردگی آینه فوکوس کننده، اثر فوکوس ضعیف، تنظیم نامناسب فاصله کانونی، مسیر نوری لیزر نادرست، ناپایداری ولتاژ، جریان لیزر کم
میزان بازتاب مواد برش خورده بسیار زیاد است، خروجی نور نازل مسدود شده است، فشار گاز کمکی خیلی کم است و اثر خنک کنندگی سیستم خنک کننده ضعیف است.
نقطه شروع و تمرکز خط بسته برش خورده بر هم منطبق نیستند
بین چرخدنده و شفت روی میز کار شل شده است، ریل راهنمای محورهای X و Y عمودی نیست، تسمه انتقال محورهای X و Y شل L است، فاصله بین اسلایدر و ریل راهنما خیلی زیاد است L، تسمه خطکش خیلی شل است و فاصله معکوس ایجاد میشود
سر لیزر بسته هیچ منبع نوری تولید نمیکند
توان لیزر کاهش یافته یا لامپ قدیمی شده است، انرژی خروجی لیزر خیلی کم است و مسیر نوری به دلیل شل بودن پیچهای سر برش لیزر منحرف شده است.
گرد و غبار بیشتری در حفره لیزر وجود دارد که قاب دیافراگم را آلوده میکند و سیستم خنککننده برای مدت طولانی بدون باز کردن منبع تغذیه لیزر باز میماند که منجر به یخ و عدم وجود نور میشود.
میز در فرآیند برش بسته میپرد
تسمه گیربکس به طور دائمی تغییر شکل داده است، شیار چرخ دنده گیربکس کثیف است، دندانه درست نیست، شیار چرخ دنده کوچک چرخ دنده کاهش اندازه کثیف است
اندازه برش خیلی بزرگ است
تعداد پالس به درستی تنظیم نشده است، جبران شعاع تنظیم نشده است و پارامترهای کارخانهای بستر به درستی تنظیم نشدهاند.