Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com






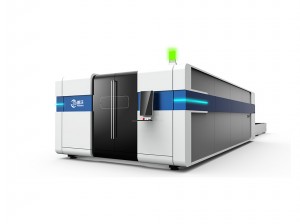
4000 Watt zougemaachte Schaltlaserschneidmaschinn
Applikatioun
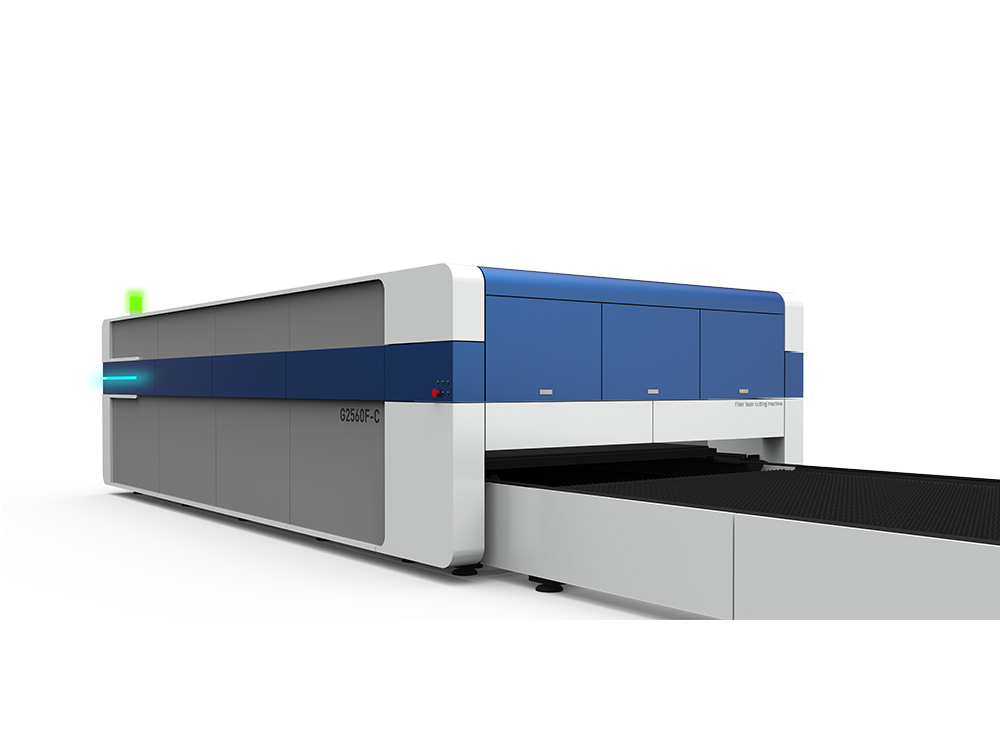
1.all-round 360 Produktiounslinn Schneidgrupp Stop Workflow, wat automatesch Réierfudderung, automatesch Fudderung, automatescht Schneiden, automatescht Transmissiounsbetrieb erméiglecht.
2. Mat dem KASRY Nesting Programméierungssystem als wichtegt Programméierungsinstrument kann d'Softwareprogramméierungsplattform AUTOCAD einfach, grafesch an intuitiv, vill Funktiounen hunn, an d'operativ Effizienz däitlech verbesseren.

High-End intelligent Bus-Schneidsystem
Feinastellung, héich Flexibilitéit, gutt versiegelt, héich Stabilitéit, gutt Schnëttqualitéit, séier Perforatioun, komplett Plackeschneiden vu verschiddenen Dicken a Materialien; Kollimatioun a Fokusséierung mat Kompositlënsen, optimal optesch Qualitéit an Schnëtteffekt.

Applikatioun
3. High-End dräidimensional flexibel roboteresch Schneidapplikatiounen, fir d'Schrägschneidfunktioun, d'Päif an d'Brennerei mat Hëllef vun der Servo-Positionéierungsfunktioun z'erreechen.
Applikatioun
Kann Kuelestol, Edelstol, Koffer, Aluminium an aner Päifen a Profiler schneiden, wéi zum Beispill: Rouer, Päif, oval Päif, rechteckeg Päif, H-Träger, I-Träger, Wénkel, Kanal, etc. Den Apparat gëtt wäit verbreet a verschiddene Beräicher vu Päifprofilveraarbechtung, Schëffsbauindustrie, Netzwierkstruktur, Stol, Maritim Ingenieurswiesen, Uelegpipelines an aner Industrien agesat.

Spezifikatioun

FAQ
Zougemaach Laserschneiden kann net duerchschneiden.
Réckgang vun der Laserleistung oder Alterung vun der Réier, ze séier Laserschneidgeschwindegkeet, Fokussierungsspigel oder -verschmotzung, Fokussierungsspigel brécht, Fokussierungseffekt schlecht, Brennwäit net korrekt ugepasst, Spannungsinstabilitéit vum Laseroptikwee falsch, Laserstroum kleng
D'Reflexiounsquote vum geschniddene Material ass ganz héich, den Liichtausgang vun der Düs ass blockéiert, den Hëllefsgasdrock ass ze kleng, an de Killeffekt vum Killsystem ass schlecht.
Den Ufankspunkt an de Fokus vun der zouener Schnëttlinn stëmmen net iwwereneen
Et gëtt eng Lück tëscht dem Zännrad an der Well am Aarbechtsdësch, d'X-Achs an d'Y-Achs Führungsschinn sinn net vertikal, den Transmissiounsriemen vun der X- an Y-Achs ass locker L, d'Spalt tëscht dem Schieber an der Führungsschinn ass ze grouss L, de Linealriemen ass ze locker, an et entsteet eng Réckspalt.
De zouene Laserkapp produzéiert keng Liichtquell
D'Laserleistung hëlt of oder d'Lampe ass al, d'Laserausgangsenergie ass ze niddreg, an den optesche Wee gëtt duerch locker Schrauwen am Laserschneidkapp ofgelenkt.
Et ass méi Stëbs an der Laserhöhl, wat de Membranrahmen verschmotzt, an de Killsystem gëtt fir eng laang Zäit opgemaach, ouni d'Laserstroumversuergung opzemaachen, wat zu Äis a kee Liicht féiert.
Den Dësch sprängt am zouenen Schnëttprozess
Den Transmissiounsriemen ass permanent deforméiert, d'Getriebsrill ass Dreck, den Zänn ass net richteg, d'Getriebsrill vum Gréisstenreduktiounsgetrieb ass Dreck
D'Schnëttgréisst ass ze grouss
D'Impulszuel ass net richteg agestallt, d'Radiuskompensatioun ass net agestallt, an d'Fabrécksparameter vum Bett sinn net richteg agestallt.