Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




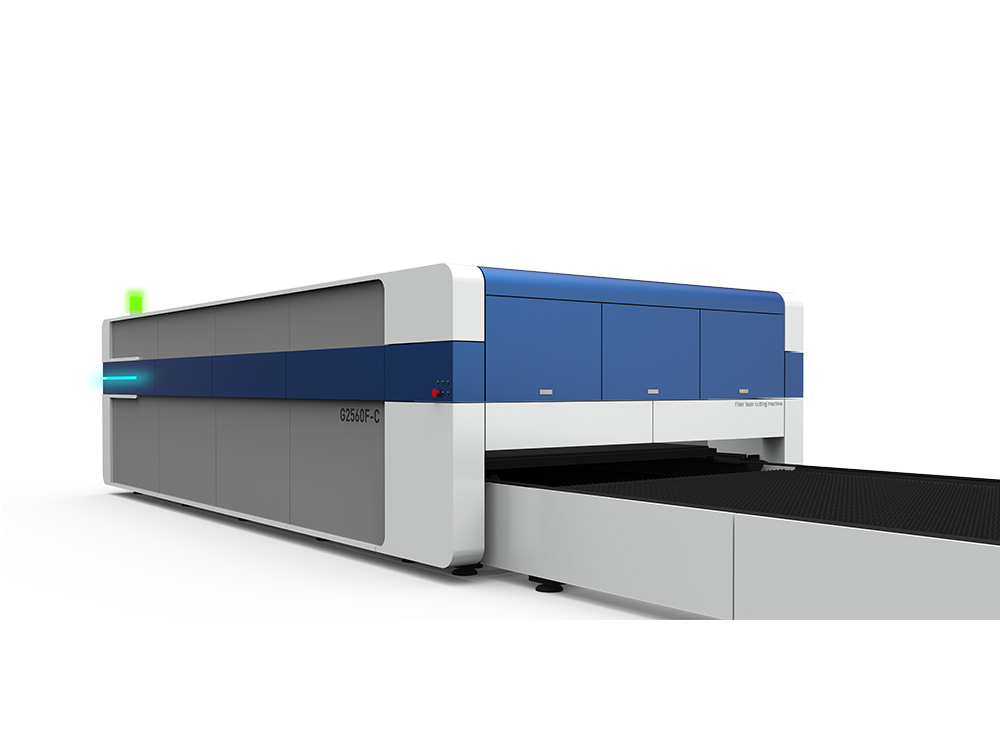


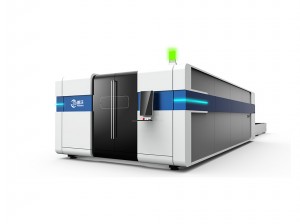
4000-vatni laserski rezalni stroj z zaprtim stikalom
Uporaba
1. vsestranski 360-stopinjski delovni tok za zaustavitev rezalne skupine na proizvodni liniji, ki omogoča samodejno podajanje cevi, samodejno podajanje, samodejno rezanje, delovanje samodejnega menjalnika.
2. Z uporabo programskega sistema KASRY Nesting kot glavnega programskega orodja lahko programska platforma AUTOCAD, ki je osnovna, preprosta, grafična in intuitivna ter bogata s funkcijami, močno izboljša operativno učinkovitost.

Visokokakovostni inteligentni sistem za rezanje avtobusov
Fina nastavitev, visoka fleksibilnost, dobro tesnjenje, visoka stabilnost, dobra kakovost rezanja, hitra perforacija, popolno rezanje plošč različnih debelin in materialov; Kolimiranje in fokusiranje z uporabo kompozitnih leč, optimalna optična kakovost in učinek rezanja.

Uporaba
3. Visokokakovostne tridimenzionalne fleksibilne robotske rezalne aplikacije za doseganje funkcije poševnega rezanja, cevi in gorilnika z uporabo funkcije servo pozicioniranja.
Uporaba
Lahko reže ogljikovo jeklo, nerjaveče jeklo, baker, aluminij in druge cevi in profile, kot so: cevi, ovalne cevi, pravokotne cevi, H-nosilci, I-nosilci, kotniki, kanali itd. Naprava se pogosto uporablja na področju obdelave različnih vrst cevi, ladjedelniške industrije, omrežnih struktur, jeklarstva, ladijskega inženirstva, naftovodov in drugih industrij.

Specifikacija

Pogosta vprašanja
Zaprto lasersko rezanje ne more prerezati.
Padec moči laserja ali staranje cevi, prehitra hitrost laserskega rezanja, onesnaženje fokusirnega zrcala ali zrcala, razpoke fokusirnega zrcala, slab učinek ostrenja, neprimerna nastavitev goriščne razdalje, nepravilna laserska optična pot, nestabilna napetost, majhen laserski tok
Odbojnost rezanega materiala je zelo visoka, izhod svetlobe šobe je blokiran, tlak pomožnega plina je premajhen, hladilni učinek hladilnega sistema pa je slab.
Začetna točka in fokus rezane zaprte črte se ne ujemata.
Med zobnikom in gredjo v delovni mizi je zrahljanje, vodilna tirnica osi X in osi Y ni navpična, prenosni jermen osi X in Y je ohlapen L, razmik med drsnikom in vodilno tirnico je prevelik L, jermen ravnila je preveč ohlapen in nastane povratni razmik.
Zaprta laserska glava ne proizvaja svetlobnega vira
Moč laserja se zmanjša ali pa se žarnica postara, izhodna energija laserja je prenizka in optična pot se odkloni zaradi ohlapnih vijakov v laserski rezalni glavi.
V laserski votlini je več prahu, ki onesnažuje okvir membrane, hladilni sistem pa je dolgo časa odprt brez odpiranja laserskega napajanja, kar povzroči led in ni svetlobe.
Miza poskoči v zaprtem procesu rezanja
Prenosni jermen je trajno deformiran, utor zobnika menjalnika je umazan, zob ni pravilen, majhen utor zobnika reduktorja je umazan
Velikost reza je prevelika
Število impulzov ni pravilno nastavljeno, kompenzacija polmera ni nastavljena in tovarniški parametri postelje niso pravilno nastavljeni.