Телефон: +8618853401859
Телефон: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com







OEM печат персонализирани 12oz крафт хартиени торбички за кафе
Описание на продукта
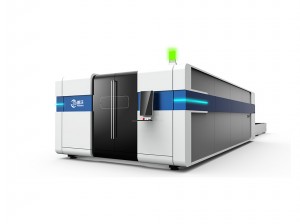
Компанията самостоятелно е проектирала портална CNC машинна система, използвайки високоякостно цялостно заваръчно тяло, след високотемпературно отгряване, голяма CNC портална фрезова машина с прецизна обработка; С добра стабилност на твърдостта, прецизната сферична винтова система, линейното направляващо задвижване, високата прецизност и бързата скорост са насочени главно към бързо и прецизно рязане на 4 мм метални листове. Фибърният лазер има високо качество на лъча, висока яркост, висок коефициент на преобразуване, не изисква поддръжка, стабилна и надеждна работа, малък обем и редица предимства. Конструкцията на двойно задвижване тип портален машинен инструмент, легло с високо демпфиране, добра твърдост, може да издържи на висока скорост и ускорение. Машината използва вносна AC серво система за задвижване и вносна трансмисионна система. Механизмът за движение на машинния инструмент използва вносна зъбна предавка, линейното направляващо задвижване осигурява висока скорост, висока точност и висока надеждност на оборудването. Рейка и водеща релса използват напълно запечатано защитно устройство, предотвратяващо движение без триене и замърсяване с прах, подобрявайки експлоатационния живот на трансмисионните части, за да се гарантира прецизността на движението на машинния инструмент. Автоматични настройки на масата за смяна, съкращаване на времето за готовност, ефективно подобряване на ефективността на работа с повече от 30%. Професионална CNC система за управление на лазерно рязане, компютърна работа, може да гарантира качеството на рязане, така че работата по рязане е по-удобна, работата е по-проста, стабилна и надеждна, красив външен вид и висок клас.
Приложение
1. всестранно 360-градусов работен процес за спиране на групата за рязане на производствена линия, позволяващ автоматично подаване на тръби, автоматично подаване, автоматично рязане, автоматична трансмисия.
2. Използвайки системата за програмиране KASRY Nesting като основен инструмент за програмиране, софтуерната платформа за програмиране AUTOCAD е основна, опростена, графична и интуитивна, богата на функции, която може значително да подобри оперативната ефективност.

Приложение
3. Висококачествени триизмерни гъвкави роботизирани приложения за рязане, за постигане на функция за скосено рязане, тръбата и горелката, използващи функцията за серво позициониране.

Приложение
Може да реже въглеродна стомана, неръждаема стомана, мед, алуминий и други тръби и профили, като например: тръби, овални тръби, правоъгълни тръби, H-греди, I-греди, ъгли, канали и др. Устройството се използва широко в обработката на различни видове тръбни профили, корабостроителната промишленост, мрежовите конструкции, стоманата, морското инженерство, нефтопроводите и други индустрии.

Спецификация

ЧЗВ
Затвореното лазерно рязане не може да прореже.
Намаляване на мощността на лазера или стареене на тръбата, твърде висока скорост на лазерно рязане, замърсяване на фокусиращото огледало или огледалото, напукване на фокусиращото огледало, лош ефект на фокусиране, неправилно регулиране на фокусното разстояние, неправилен оптичен път на лазера, нестабилно напрежение, малък лазерен ток.
Коефициентът на отражение на режещия материал е много висок, изходът за светлина на дюзата е блокиран, налягането на спомагателния газ е твърде малко и охлаждащият ефект на охладителната система е слаб.
Началната точка и фокусът на затворената линия на рязането не съвпадат
Има разхлабване между зъбното колело и вала в работната маса, водещата релса на оста X и оста Y не е вертикална, трансмисионният ремък на оста X и Y е разхлабен L, хлабината между плъзгача и водещата релса е твърде голяма L, ремъкът на линийката е твърде разхлабен и се генерира обратна хлабина.
Затворената лазерна глава не произвежда източник на светлина
Мощността на лазера намалява или лампата е износена, енергията на лазерния изход е твърде ниска и оптичният път се отклонява поради разхлабени винтове в лазерната режеща глава.
В лазерната кухина има повече прах, който замърсява рамката на диафрагмата, а охладителната система е отворена за дълго време без отваряне на лазерното захранване, което води до образуване на лед и липса на светлина.
Масата подскача в процеса на затворено рязане
Трансмисионният ремък е трайно деформиран, жлебът на трансмисионното зъбно колело е замърсен, зъбът не е правилен, малкият жлеб на редуктора е замърсен.
Размерът на рязането е твърде голям
Броят на импулсите не е зададен правилно, компенсацията на радиуса не е зададена и фабричните параметри на леглото не са зададени правилно.