Телефон: +8618853401859
Телефон: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com







Персонализированные кофейные пакеты из крафт-бумаги плотностью 12 унций с печатью по заказу производителя (OEM).
Описание продукта
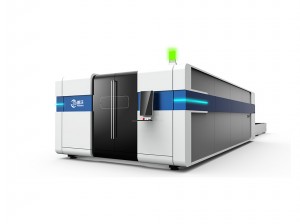
Компания самостоятельно разработала портальную систему станков с ЧПУ, используя высокопрочный цельносварной корпус, после высокотемпературного отжига изготовленную на крупногабаритном портальном фрезерном станке с ЧПУ для прецизионной обработки; Благодаря высокой жесткости и стабильности, прецизионному шариковинтовому механизму, линейному направляющему приводу, высокой точности и скорости, волоконный лазер в основном предназначен для быстрой прецизионной резки листового металла толщиной 4 мм. Он обладает высоким качеством луча, высокой яркостью, высокой эффективностью преобразования, не требует технического обслуживания, отличается стабильной и надежной работой, а также малыми габаритами и рядом других преимуществ. Двухприводная конструкция портального типа, высокодемпфированная станина, хорошая жесткость, способность выдерживать высокие скорости и ускорения. В станке используется импортная система привода переменного тока и импортная система трансмиссии, механизм перемещения станка использует импортную зубчатую передачу и линейные направляющие, что обеспечивает высокую скорость, высокую точность и высокую надежность оборудования. Реечные и направляющие рельсы оснащены полностью герметичными защитными устройствами, предотвращающими безмасляное трение и загрязнение пылью, что увеличивает срок службы деталей трансмиссии и обеспечивает точность перемещения станка. Автоматическая замена стола, сокращение времени ожидания, эффективное повышение эффективности работы более чем на 30%. Полностью закрытый защитный кожух, безопасный в использовании. Профессиональный станок лазерной резки с ЧПУ-управлением, компьютерное управление, обеспечивает высокое качество резки, что делает процесс резки более удобным, простым, стабильным и надежным, с привлекательным внешним видом и высоким качеством.
Приложение
1. Универсальная система остановки группы резки на 360 градусов, обеспечивающая автоматическую подачу труб, автоматическую подачу, автоматическую резку и автоматическую передачу.
2. Использование системы раскроя KASRY в качестве основного инструмента программирования позволяет создать программную платформу AUTOCAD, отличающуюся простотой, графическим и интуитивно понятным интерфейсом, а также богатым функционалом, что значительно повышает эффективность работы.

Приложение
3. Высокотехнологичные трехмерные гибкие роботизированные системы резки, позволяющие выполнять резку под углом, а также резку труб и использование сервопозиционирования с помощью горелки.

Приложение
Этот станок способен резать трубы и профили из углеродистой стали, нержавеющей стали, меди, алюминия и других материалов, таких как: трубы, профили овальной и прямоугольной формы, двутавровые балки, уголки, швеллеры и т. д. Устройство широко используется в различных областях обработки труб и профилей, судостроении, сетевых конструкциях, металлургии, судостроении, нефтепроводах и других отраслях.

Спецификация

Часто задаваемые вопросы
Закрытая лазерная резка не может прорезать материал насквозь.
Снижение мощности лазера или старение трубки, слишком высокая скорость лазерной резки, загрязнение фокусирующего зеркала или зеркала, растрескивание фокусирующего зеркала, плохая фокусировка, некорректная регулировка фокусного расстояния, неправильный оптический тракт лазера, нестабильность напряжения, малый ток лазера
Коэффициент отражения обрабатываемого материала очень высок, выходное отверстие сопла блокируется, давление вспомогательного газа слишком мало, а охлаждающий эффект системы охлаждения недостаточен.
Начальная точка и фокус замкнутой линии разреза не совпадают.
Между шестерней и валом рабочего стола наблюдается ослабление крепления, направляющие оси X и Y не расположены вертикально, приводной ремень осей X и Y ослаблен (L), зазор между ползунком и направляющей слишком велик (L), ремень линейки слишком ослаблен, что приводит к возникновению обратного зазора.
Закрытая лазерная головка не излучает свет.
Мощность лазера снижается или лампа изношена, выходная энергия лазера слишком низкая, а оптический путь отклоняется из-за ослабленных винтов в лазерной режущей головке.
В лазерном резонаторе скапливается много пыли, которая загрязняет каркас диафрагмы, а длительное включение системы охлаждения без включения питания лазера приводит к обледенению и отсутствию света.
В процессе закрытой резки стол подпрыгивает.
Ремень привода необратимо деформирован, канавка шестерни привода загрязнена, зубья расположены неправильно, канавка малой шестерни редуктора загрязнена.
Размер реза слишком большой.
Неправильно задано количество импульсов, не задана компенсация радиуса, и некорректно заданы заводские параметры стола.