 Тэлефон: +8618853401859
Тэлефон: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




Вытворцы пастаўляюць 2560 адкрыты валаконны лазерны рэжучы станок
кароткае ўвядзенне ў прадукт
●Аднаплатформенная машына для рэзкі валакна, адаптаваная да попыту рынку ліставога металу
●Машына мае магутную рэжучую здольнасць
●Надзвычай нізкія эксплуатацыйныя выдаткі, выдатная стабільнасць і высокая адаптыўнасць

柏楚控制系统CypCut
Праграмнае забеспячэнне для рэзкі лістоў распрацавана для глыбокіх патрэб галіны валаконнага лазернага рэзання. Яно спрашчае складаныя аперацыі на станках з ЧПУ і інтэгруе модулі CAD, Nest і CAM у адзін модуль. Усё, ад чарцяжа да падганяння і рэзкі, можа зрабіць адзін чалавек, усяго ў некалькі клікаў.

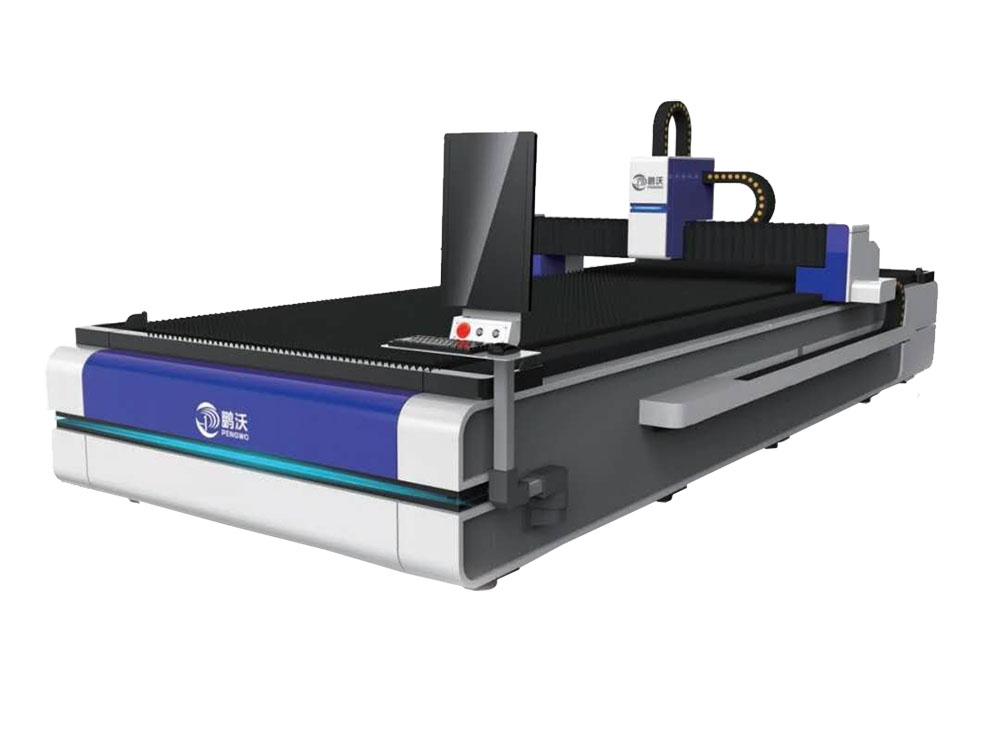
Падрабязнасці прадукту
1. Цяжкая зварачная станіна
Праграмнае забеспячэнне для рэзкі лістоў распрацавана для глыбокіх патрэб галіны валаконнага лазернага рэзання. Яно спрашчае складаныя аперацыі на станках з ЧПУ і інтэгруе модулі CAD, Nest і CAM у адзін модуль. Усё, ад чарцяжа да падганяння і рэзкі, можа зрабіць адзін чалавек, усяго ў некалькі клікаў.
2. Лазерная галоўка
Ён мае шырокі дыяпазон налад інтэрфейсу, што дазваляе яму ўзаемадзейнічаць з рознымі валаконнымі лазерамі. Аптымізаваная аптычная канструкцыя ў спалучэнні з высокалічбавымі датчыкамі робіць рэзку больш эфектыўнай. Двайная канструкцыя вадзянога астуджэння дазваляе лазернай галоўцы працаваць бесперапынна і бесперапынна на высокай магутнасці на працягу доўгага часу.
3. Варштат
Краі абсталяваны паўзункамі, якія дапамагаюць больш нагружаць дошку і абараняюць яе ад драпін. Высокаўстойлівы нажавы стол памяншае кантакт паміж матэрыялам і сталом. Зубчастыя платформы і аздабленне ідэальна падыходзяць для рэзкі ліставога металу, што памяншае распырскванне іскраў падчас лазернай рэзкі. Модульная канструкцыя, можна разабраць асобна, каб зэканоміць грошы кліента.
4. Панэль кіравання
Панэль кіравання простая і зручная. Вы можаце выбраць асобную шафу. Або вы можаце падключыцца да машыны. Інтэграваная панэль кіравання можа паварочвацца на 180-270 градусаў, эканомячы месца, свабодна круціцца, каб рэалізаваць інтэграцыю паміж чалавекам і машынай.
5. Структура такарнага станка
Зварачная канструкцыя ложка, шкілетнае злучэнне, поўнасцю выкарыстоўваюць структурныя напружанні, адначасова фіксуецца паянае злучэнне, з дапамогай аналізу канчатковых элементаў дасягаецца аптымальная кропка напружання і апорная канструкцыя. Яна можа вытрымліваць большыя нагрузкі і зварвацца разам з апрацоўкай старэння, што значна зніжае ўнутранае напружанне ложка. Забяспечвае доўгатэрміновую стабільную працу прылады.

Спецыфікацыя




Часта задаваныя пытанні
Розніца паміж лазернай рэжучай машынай і плазменнай рэжучай машынай
1. Гэта працуе па-іншаму
Лазерная рэзка - гэта лазер, які выпраменьваецца праз аптычную сістэму шляху і факусуецца ў лазерны прамень высокай шчыльнасці магутнасці.
Лазерны прамень свеціць на паверхню апрацоўванай дэталі, так што яна дасягае кропкі плаўлення або кіпення.
Адначасова газ пад высокім ціскам, суадносячы з праменем, выдзімае расплаўлены або выпараны метал.
Каб дасягнуць мэты рэзкі.
Перавагі і недахопы лазернай рэзкі
1, перавагі лазернай рэзкі:
(1) Хуткасць лазернай рэзкі: хуткасць рэзкі ліставога металу да 10 м/мін, што значна вышэй, чым у плазменнай рэзкі.
(2) высокая якасць рэзкі: невялікая дэфармацыя, гладкі стол для рэзкі. Пазы лазернай рэзкі вельмі малыя, паверхня лазернай рэзкі без шліфоўкі можа быць непасрэдна выкарыстана для зваркі.
(3) Высокая дакладнасць рэзкі: дакладнасць лазернай рэзкі да 0,05 мм, дакладнасць паўторнага пазіцыянавання да 0,02 мм.
(4) лазерная рэзка матэрыялаў мае шырокі спектр прымянення: можна выкарыстоўваць як для металічных, так і для неметалічных матэрыялаў. Існуюць станкі для лазернай рэзкі металу і станкі для лазернай рэзкі CO2, прыдатныя для неметалаў.
(5) Лазер таксама можа выкарыстоўвацца для гравіроўкі, зваркі, свідравання і іншых магутных аперацый.
Перавагі і недахопы плазменнай рэзкі
1, перавагі плазменнай рэзкі:
(1) Перавага плазменнай рэзкі заключаецца ў тым, што энергія плазменнай дугі больш канцэнтраваная, тэмпература вышэйшая, хуткасць рэзкі вышэйшая, дэфармацыя невялікая, а таксама яна можа рэзаць нержавеючую сталь, алюміній і іншыя матэрыялы.
(2) Плазменная рэзка мае перавагу ў рэзанні тоўстых лістоў, таму што ў працэсе рэзкі тоўстых лістоў можна дасягнуць вельмі высокай хуткасці рэзкі, значна вышэйшай, чым пры лазернай і полымявай рэзцы.
Аднаплатформенная рэзка вугляродзістай сталі з нагрэвам сопла для рэзкі, як змагацца, у чым прычына?
Прычыны нагрэву рэзкі вугляродзістай сталі:
1, паток рэжучага газу невялікі, не можа цалкам астудзіцца на медным сопле. У якасці дапаможнага газу можна выкарыстоўваць азот пад высокім ціскам, што дае добры астуджальны эфект.
2. Для астуджэння газу не выкарыстоўваецца медная фарсунка. АДАПТАЦЫЯ меднай фарсункі для астуджэння газам можа знізіць яе награванне.
3, высокая факусоўка рэзкі, лазер лёгка трапляе ў маленькае сопла, што прыводзіць да яго перагрэву. Калі сопла не награваецца, неабходна адрэгуляваць факусоўку або павялічыць дыяметр сопла.
4, вугляродзістая сталь падчас рэзання ў рэакцыі акіслення вылучае шмат цяпла. Гэтай сітуацыі нельга пазбегнуць, і адлегласць паміж соплам і матэрыялам можна адпаведна рэгуляваць.
Як працуе лазерная рэзка? Што гэта такое?
Тэхналогія лазернай рэзкі шырока выкарыстоўваецца ў апрацоўцы металічных і неметалічных матэрыялаў, можа значна скараціць час апрацоўкі, знізіць выдаткі на апрацоўку і палепшыць якасць апрацоўванай дэталі.
Імпульсны лазер падыходзіць для металічных матэрыялаў, бесперапынны лазер — для неметалічных матэрыялаў, прычым апошні з'яўляецца важнай вобласцю прымянення тэхналогіі лазернай рэзкі. Сучасны лазер стаў «мячом», пра які мараць людзі.





