 Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




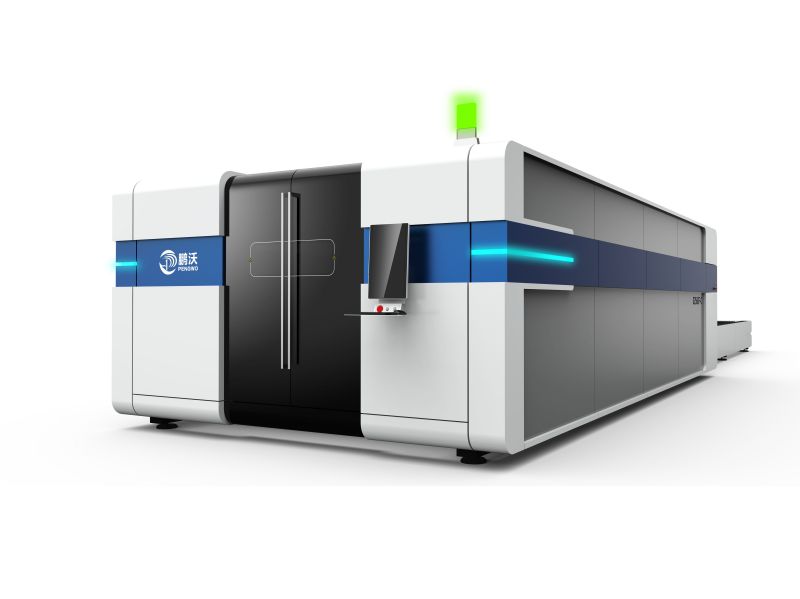



Hersteller liefern 3000-W-Laserschneidmaschinen mit geschlossenem Schalter.
Hochwertiges intelligentes Busabschneidesystem
Stabil und zuverlässig, einfach zu implementieren, leicht zu debuggen, umfangreiche Funktionen, Rechenleistung, Algorithmus, Prozessablauf, Gesamtoptimierung der Flugverkehrskontrolle
Die einwandfreie Systemfunktion verbessert die Schnittleistung und -stabilität erheblich und steigert die Wettbewerbsfähigkeit der Ausrüstung.

Hochwertiges intelligentes Busabschneidesystem
Feinjustierung, hohe Flexibilität, gute Abdichtung, hohe Stabilität, gute Schnittqualität, schnelle Perforation, vollständiges Schneiden von Platten unterschiedlicher Dicke und aus verschiedenen Materialien; Kollimation und Fokussierung mit Verbundlinsen, optimale optische Qualität und Schneidwirkung.

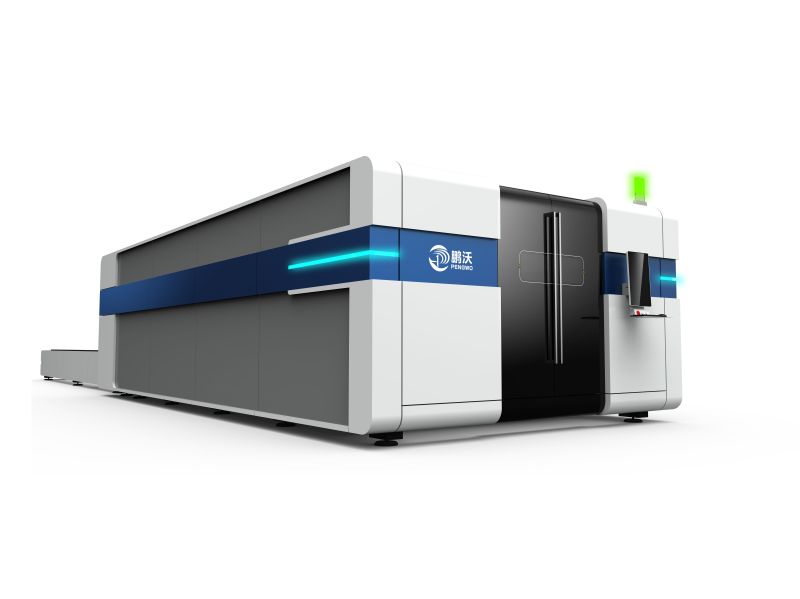
Hochleistungs-Schweißbett
Geschweißte, schwere Stahlplatten, vorherrschende Bettstruktur, hohe Stabilität, Anwendung von Spannungsarmglühverfahren, hohe mechanische Festigkeit, hohe Temperaturbeständigkeit, geringe Verformungsneigung
Die inneren Verstärkungsstäbe des Rohrs werden verstärkt, vier Stützen werden hinzugefügt, und der Hochgeschwindigkeitsbetrieb wird nicht erschüttert.
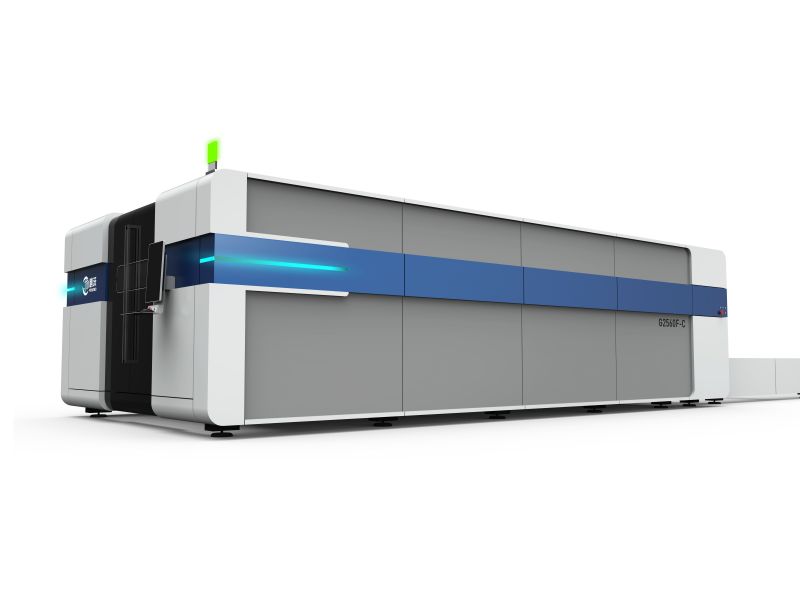
Doppelte Kombinationsrauchabsaugung, umfassende Rußreinigung
◎ Stückweise Abluft + Hülsenströmungsventilator Unterdruckabtastung
◎ Stückweise automatische Positionierung des Laserschneidbetts, präzise Rauchabsaugung
◎ Ein axialer Ventilator bläst den Rauch nach unten und sorgt für eine starke, lang anhaltende 360°-Adsorption.
◎ Schaffung eines verborgenen Hohlraums, offenes, vollständig umschlossenes Rauchschutznetz

Spezifikation

Häufig gestellte Fragen
Geschlossenes Laserschneiden kann nicht durchtrennen.
Leistungsabfall des Lasers oder Alterung der Laserröhre, zu hohe Laserschneidgeschwindigkeit, Fokussierspiegel oder Spiegelverschmutzung, Rissbildung im Fokussierspiegel, schlechte Fokussierwirkung, ungeeignete Brennweiteneinstellung, fehlerhafter optischer Strahlengang, Spannungsinstabilität, zu geringer Laserstrom
Der Reflexionsgrad des geschnittenen Materials ist sehr hoch, der Lichtaustritt der Düse ist verstopft, der Hilfsgasdruck ist zu gering und die Kühlwirkung des Kühlsystems ist schlecht.
Der Startpunkt und der Brennpunkt der geschlossenen Schnittlinie stimmen nicht überein.
Im Arbeitstisch besteht Spiel zwischen Zahnrad und Welle, die Führungsschienen der X- und Y-Achse sind nicht vertikal, der Antriebsriemen der X- und Y-Achse ist locker (L), der Spalt zwischen Schlitten und Führungsschiene ist zu groß (L), der Linealriemen ist zu locker, und es entsteht ein Rückwärtsspiel.
Der geschlossene Laserkopf erzeugt keine Lichtquelle
Die Laserleistung nimmt ab oder die Lampe ist gealtert, die Laserausgangsenergie ist zu gering, und der optische Strahlengang wird durch lockere Schrauben im Laserschneidkopf abgelenkt.
Im Laserhohlraum befindet sich vermehrt Staub, der den Blendenrahmen verschmutzt. Zudem ist das Kühlsystem über einen längeren Zeitraum geöffnet, ohne dass die Laserstromversorgung eingeschaltet bleibt, was zu Eisbildung und Lichtausfall führt.
Der Tisch springt beim geschlossenen Schneidevorgang
Der Antriebsriemen ist dauerhaft verformt, die Nut des Antriebszahnrads ist verschmutzt, die Verzahnung ist fehlerhaft, die Nut des Untersetzungszahnrads ist verschmutzt
Die Schnittgröße ist zu groß
Die Impulszahl ist nicht korrekt eingestellt, die Radiuskompensation ist nicht eingestellt und die Werkseinstellungen des Druckbetts sind nicht korrekt eingestellt.
Produktkategorien
-

4000-Watt-Laserschneidmaschine mit geschlossenem Schalter
-

Der Hersteller liefert Hochleistungs-2060-geschlossene Schalter...
-

1540 offene Faserlaserschneidmaschine
-

Direkt vom Hersteller gelieferter offener Austauschlaser ...
-

Zwei schaltbare Laserschneidmaschinen: Faserlaser...
-

Hersteller liefern Faserlaser mit einer einzigen Plattform...