 Телефон: +8618853401859
Телефон: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




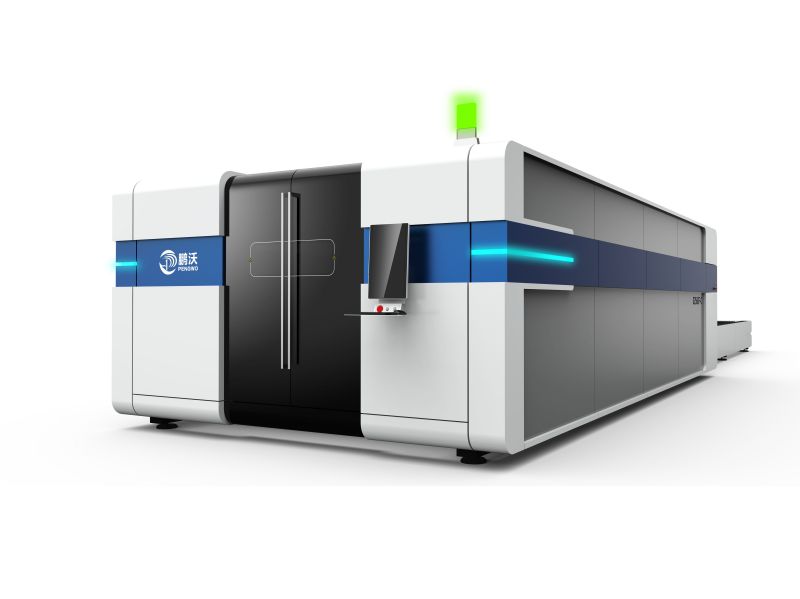



Өндүрүүчүлөр 3000w жабык которуштурулган лазердик кесүүчү машинаны жеткиришет
Жогорку класстагы акылдуу автобус кесүү системасы
Туруктуу жана ишенимдүү, орнотууга оңой, мүчүлүштүктөрдү оңдоо оңой, функциялары бай, эсептөө кубаттуулугу, алгоритм, процесстин агымы, аба каттамдарын башкаруу жалпы оптималдаштыруу
Мыкты системанын иштеши, кесүү натыйжалуулугун жана туруктуулугун бир топ жакшыртат, жабдуулардын негизги атаандаштыкка жөндөмдүүлүгүн жогорулатат

Жогорку класстагы акылдуу автобус кесүү системасы
Майда жөндөө, жогорку ийкемдүүлүк, жакшы мөөр басылган, жогорку туруктуулук, жакшы кесүү сапаты, ылдамдыктагы тешүү, ар кандай калыңдыктагы жана материалдагы пластина кесүүнү толук аткаруу; курама линзаларды колдонуу менен коллимациялоо жана фокустоо, оптималдуу оптикалык сапат жана кесүү эффектиси.

Оор жүк ташуучу ширетүүчү төшөк
Ширетилген оор болот плиталар, басымдуу керебеттин түзүлүшү, жогорку туруктуулук, стрессти басаңдатуучу күйгүзүү технологиясын колдонуу, жогорку механикалык күч, жогорку температурага туруктуулук, деформация оңой эмес
Түтүктүн ички арматуралары бекемделип, төрт таяныч кошулуп, жогорку ылдамдыктагы иштөө солкулдабайт
Кош айкалышкан түтүн чыгаруучу түтүндүн түтүнүнөн чыккан түтүндү комплекстүү тазалоо
◎ Бөлүк боюнча түтүк + жең агымы желдеткич терс басымды сканерлөө
◎ Бөлүктүү керебет автоматтык түрдө индукциялык лазердик кесүү позициясы, ачык так түтүн чыгаруу
◎ Октук агымдуу желдеткич ылдый карай үйлөгөн түтүн менен капталган, 360° күчтүү узак адсорбцияланган
◎ жашыруун көңдөйдү ачуу үчүн толугу менен жабык түтүндү көзөмөлдөөчү тор түтүн

Техникалык мүнөздөмө

Көп берилүүчү суроолор
Жабык лазердик кесүү кесүү мүмкүн эмес.
Лазердин кубаттуулугунун төмөндөшү же түтүктүн эскириши, лазердик кесүү ылдамдыгы өтө тез, күзгүгө же күзгүгө фокустоо, күзгүгө фокустоо жарака кетиши, фокустоо эффектиси начар, фокустук аралыкты туура эмес жөндөө, лазердин оптикалык жолу туура эмес чыңалуу туруксуздугу, лазердин тогу аз
Кесилген материалдын чагылдыруу ылдамдыгы өтө жогору, соплонун жарык чыгаруучу тешиги бүтөлүп калган, көмөкчү газдын басымы өтө төмөн жана муздатуу системасынын муздатуу таасири начар.
Кесилген жабык сызыктын баштапкы чекити жана фокусу дал келбейт
Жумушчу столдо тиштүү дөңгөлөк менен валдын ортосунда боштук бар, X жана Y огунун жетектөөчү рельси вертикалдуу эмес, X жана Y огунун берүүчү куру L боюнча бошоп калган, жылдыргыч менен жетектөөчү рельстин ортосундагы боштук L боюнча өтө чоң, сызгыч куру өтө бошоп калган жана тескери боштук пайда болгон.
Жабык лазер башы жарык булагын чыгарбайт
Лазердин кубаттуулугу төмөндөйт же лампа эскирип калат, лазердин чыгуучу энергиясы өтө төмөн жана лазер кесүүчү баштагы бош бурамалардан улам оптикалык жол бурулуп кетет.
Лазер көңдөйүндө чаң көбүрөөк болуп, диафрагманын рамасын булгайт, ал эми муздатуу системасы лазердик кубат булагы ачылбастан көпкө чейин ачылып турат, натыйжада муз пайда болуп, жарык жок болот.
Жабык кесүү процессинде стол секирип кетет
Трансмиссия куру биротоло деформацияланган, трансмиссиянын тиштүү оюгу кирдеген, тиш туура эмес, өлчөмүн кичирейтүүчү тиштүүнүн кичинекей тиштүү оюгу кирдеген
Кесилген өлчөмү өтө чоң
Импульстун саны туура эмес коюлган, радиусун компенсациялоо коюлган эмес жана керебеттин заводдук параметрлери туура эмес коюлган
Продукциялардын категориялары
-

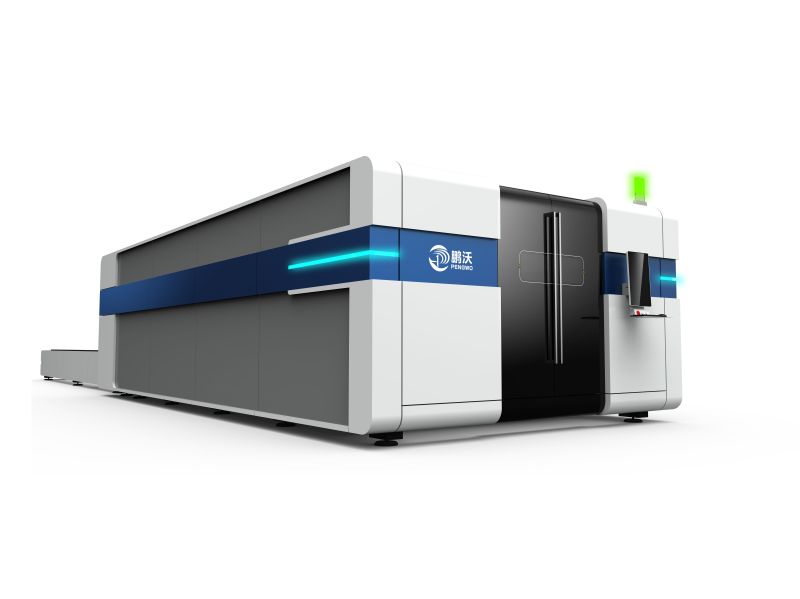
4000 ватт кубаттуулуктагы жабык коммутатордуу лазердик кесүүчү машина
-

Өндүрүүчү жогорку кубаттуулуктагы 2060 жабык которгучту камсыз кылат...
-

1540 ачык була лазердик кесүүчү машина
-

Өндүрүүчүнүн түз жеткирүүчүсү ачык алмашуу лазери ...
-

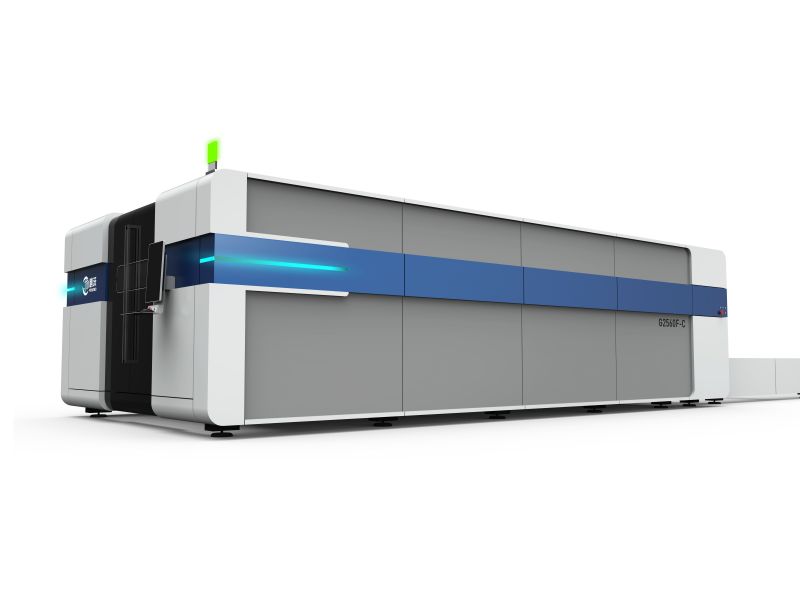
Эки которуштуруучу лазердик кесүүчү машина була лазер...
-

Өндүрүүчүлөр бир платформалуу була лазердик жабдууларды камсыз кылышат...