ప్రతి స్టీల్ ప్లేట్ వెల్డింగ్ మెషీన్ సూక్ష్మమైన వెల్డింగ్ మరియు నిశితమైన గ్రైండింగ్ను నిర్వహించాల్సి ఉంటుంది.
ప్రతి టెంపర్డ్ స్టీల్ ప్లేట్ వెల్డింగ్ మెషీన్ యొక్క నిటారుదనం మరియు సమతలాన్ని నిర్ధారించడానికి, దానిని దిగుమతి చేసుకున్న లాంగ్మెన్ ప్రాసెసింగ్ సెంటర్ ద్వారా ప్రాసెస్ చేస్తారు.
ప్రతి స్టీల్ ప్లేట్ వెల్డింగ్ మెషీన్కు ఒత్తిడి ఉపశమనం కోసం T6 ఉష్ణ చికిత్స చేయాలి.
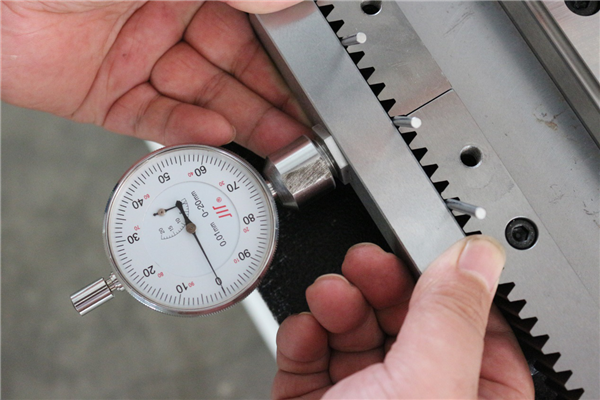
సంస్థాపన మరియు డీబగ్గింగ్ తర్వాత, ఫ్యాక్టరీ పరికరాల యొక్క నడక ఖచ్చితత్వం మరియు పునరావృత స్థాన ఖచ్చితత్వాన్ని నిర్ధారించడానికి, API కంపెనీ ఆఫ్ అమెరికాచే తయారు చేయబడిన లేజర్ ఇంటర్ఫెరోమీటర్ ద్వారా పరికరాలను ధృవీకరించి, సరిచేయాలి.
 ఫోన్: +8618853401859
ఫోన్: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com