יעדע שטאָל פּלאַטע וועַלדינג מאַשין מוז דורכפירן פיין וועַלדינג און פּינקטלעך גרינדינג
יעדע טעמפּערד שטאָל פּלאַטע וועַלדינג מאַשין איז פּראַסעסט דורך ימפּאָרטיד לאָנגמען פּראַסעסינג צענטער צו ענשור די גלייכקייט און פלאַטנאַס פון די מאַשין
יעדע שטאָל פּלאַטע וועַלדינג מאַשין זאָל זיין אונטערטעניק צו T6 היץ באַהאַנדלונג פֿאַר דרוק רעליעף
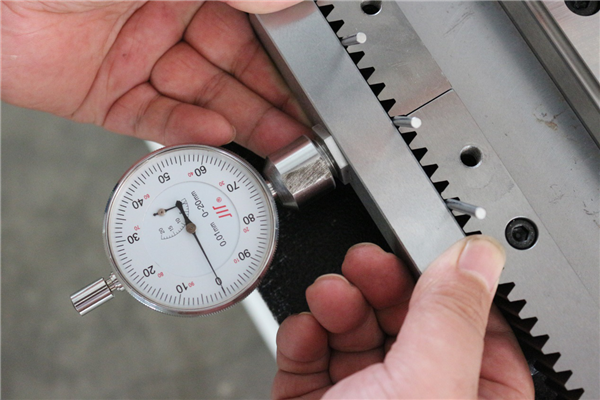
נאך אינסטאלירונג און דיבאַגינג, זאָל די עקוויפּמענט ווערן וועריפיצירט און קאָמפּענסירט דורך אַ לייזער ינטערפעראָמעטער פּראָדוצירט דורך API Company of America צו ענשור די גיין אַקיעראַסי און ריפּיטיד פּאַזישאַנינג אַקיעראַסי פון די פאַבריק עקוויפּמענט.
 טעלעפאָן: +8618853401859
טעלעפאָן: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com