 Sími: +8618853401859
Sími: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com



Hver skrúfa er læst í ströngu samræmi við staðlað tog

Uppsetning hvers gírs er stjórnað innan nákvæmnissviðsins

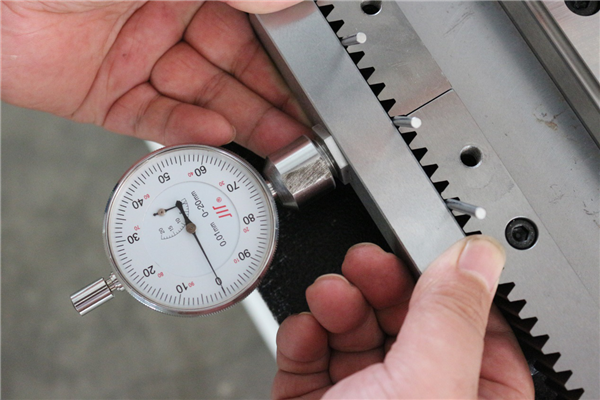
Nákvæmni hverrar tveggja rekki-samskeyta er stjórnað innan 0,01 mm
Hver stálplötusuðuvél þarf að framkvæma fínsuðu og nákvæma slípun.

Hver suðuvél fyrir hertu stálplötur er unnin af innfluttri Longmen vinnslustöð til að tryggja beina og flatneskju vélarinnar.

Hver stálplötusuðuvél skal vera með T6 hitameðferð til að draga úr spennu

Eftir uppsetningu og kembiforritun skal búnaðurinn staðfestur og bættur með leysigeislamæli frá API Company of America til að tryggja nákvæmni gangandi og endurtekinnar staðsetningarnákvæmni verksmiðjubúnaðarins.
