 Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




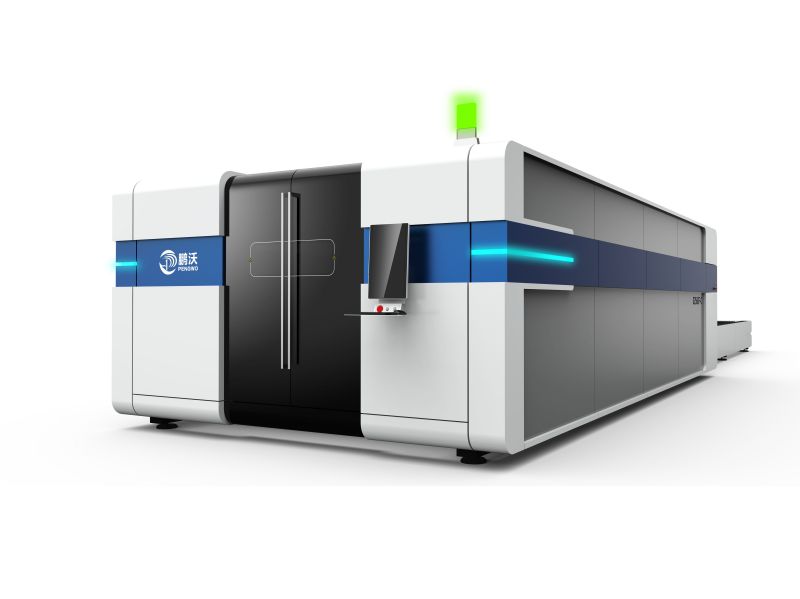

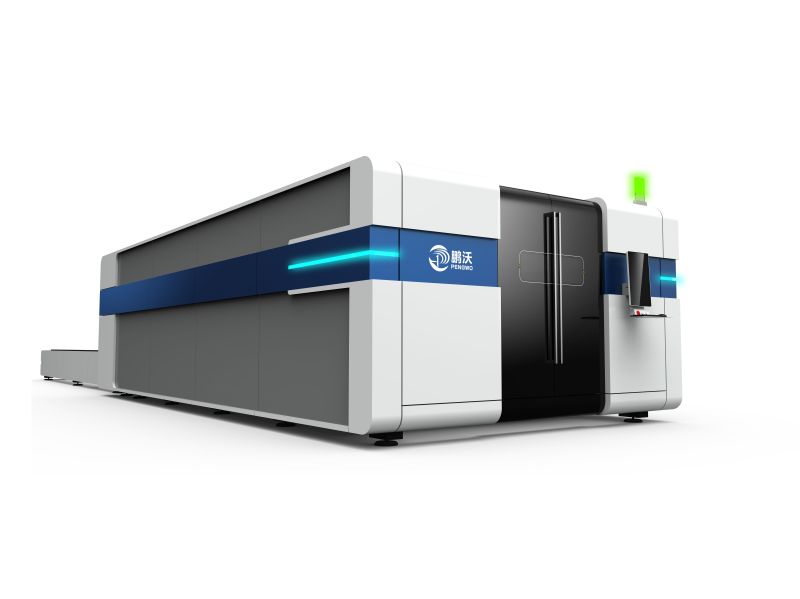


Maszyna do cięcia laserowego o mocy 3000 W z zamkniętym przełącznikiem
Zaawansowany, inteligentny system cięcia magistrali
Stabilny i niezawodny, łatwy do wdrożenia, łatwy do debugowania, bogate funkcje, moc obliczeniowa, algorytm, przepływ procesów, ogólna optymalizacja kontroli podróży lotniczych
Doskonała funkcja systemu, znacznie poprawiająca wydajność i stabilność cięcia, poprawiająca podstawową konkurencyjność sprzętu

Zaawansowany, inteligentny system cięcia magistrali
Dokładna regulacja, wysoka elastyczność, dobre uszczelnienie, wysoka stabilność, dobra jakość cięcia, szybka perforacja, kompletne cięcie płyt o różnej grubości i z różnych materiałów; kolimacja i ustawianie ostrości przy użyciu soczewek kompozytowych, optymalna jakość optyczna i efekt cięcia.

Wytrzymałe łóżko spawalnicze
Spawane, ciężkie płyty stalowe, dominująca struktura podłoża, wysoka stabilność, wykorzystanie technologii wyżarzania odprężającego, wysoka wytrzymałość mechaniczna, odporność na wysoką temperaturę, niełatwe odkształcanie
Wzmocniono wewnętrzne pręty wzmacniające rurę, dodano cztery podpory, a praca przy dużej prędkości nie jest wstrząśnięta
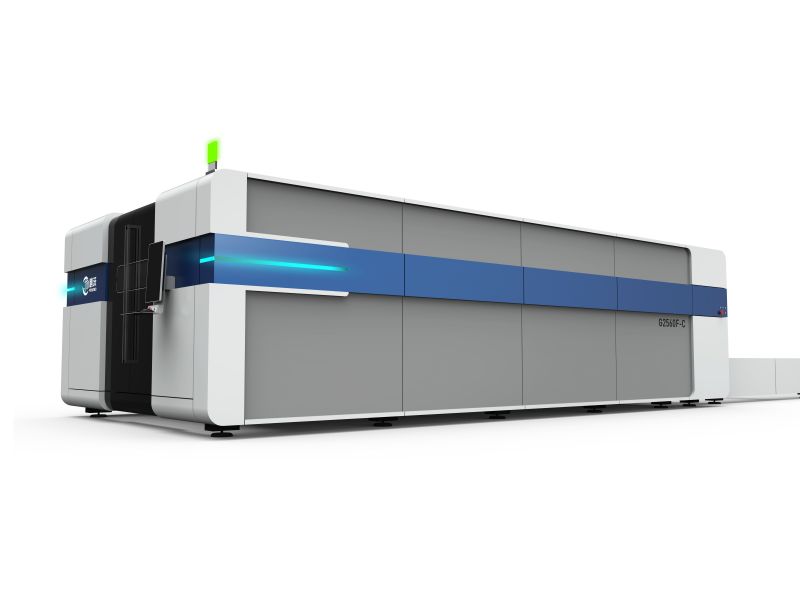
Podwójny kombinowany system oddymiania, kompleksowe oczyszczanie sadzy
◎Wydech częściowy + wentylator przepływowy z podciśnieniem skanującym
◎ Automatyczna pozycja cięcia laserowego z łożem ciętym kawałkami, otwieranie dokładnego odciągu dymu
◎Wentylator osiowy z zamkniętym przepływem, wydmuchujący dym w dół, o silnym kącie adsorpcji 360°
◎ aby stworzyć ukrytą wnękę, otworzyć całkowicie zamkniętą siatkę oddymiającą

Specyfikacja

Często zadawane pytania
Zamknięte cięcie laserowe nie może przeciąć.
Spadek mocy lasera lub starzenie się lampy, zbyt duża prędkość cięcia laserowego, zwierciadło ogniskujące lub zanieczyszczenie zwierciadła, pękanie zwierciadła ogniskującego, słaby efekt ogniskowania, niewłaściwa regulacja ogniskowej, nieprawidłowa ścieżka optyczna lasera, niestabilność napięcia, mały prąd lasera
Współczynnik odbicia światła ciętego materiału jest bardzo wysoki, wylot światła z dyszy jest zablokowany, ciśnienie gazu pomocniczego jest zbyt małe, a efekt chłodzenia układu chłodzenia jest słaby.
Punkt początkowy i punkt skupienia linii cięcia nie pokrywają się
Występuje luz między kołem zębatym a wałem w stole roboczym, prowadnica osi X i Y nie jest pionowa, pas transmisyjny osi X i Y jest luźny L, szczelina między suwakiem a prowadnicą jest zbyt duża L, pas linijki jest zbyt luźny i powstaje szczelina odwrotna
Zamknięta głowica laserowa nie wytwarza żadnego źródła światła
Moc lasera spada lub lampa jest stara, energia wyjściowa lasera jest zbyt niska, a ścieżka optyczna jest odchylona z powodu luźnych śrub w głowicy tnącej lasera
W komorze lasera gromadzi się więcej kurzu, który zanieczyszcza ramę membrany, a układ chłodzenia jest otwarty przez długi czas bez otwierania zasilania lasera, co powoduje powstawanie lodu i brak światła
Stół skacze w zamkniętym procesie cięcia
Pasek przekładni jest trwale zdeformowany, rowek koła zębatego przekładni jest zabrudzony, ząb jest nieprawidłowy, mały rowek koła zębatego przekładni redukującej rozmiar jest zabrudzony
Rozmiar cięcia jest za duży
Liczba impulsów nie jest ustawiona prawidłowo, kompensacja promienia nie jest ustawiona, a fabryczne parametry stołu nie są ustawione prawidłowo
Kategorie produktów
-

Maszyna do cięcia laserowego o mocy 3000 W z zamkniętym przełącznikiem
-

Otwarta maszyna do cięcia laserem światłowodowym
-

Dwuprzełącznikowa maszyna do cięcia laserowego Laser światłowodowy...
-

Otwarta maszyna do cięcia laserem światłowodowym
-

Laser światłowodowy o dużej mocy 12000 W z pojedynczą platformą...
-
1540 otwarta maszyna do cięcia laserem światłowodowym