 Telefono: +8618853401859
Telefono: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com




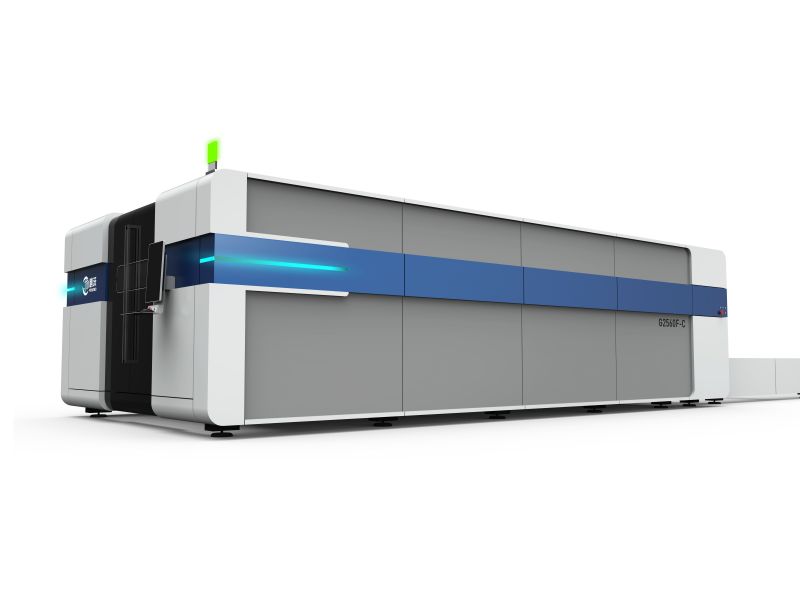
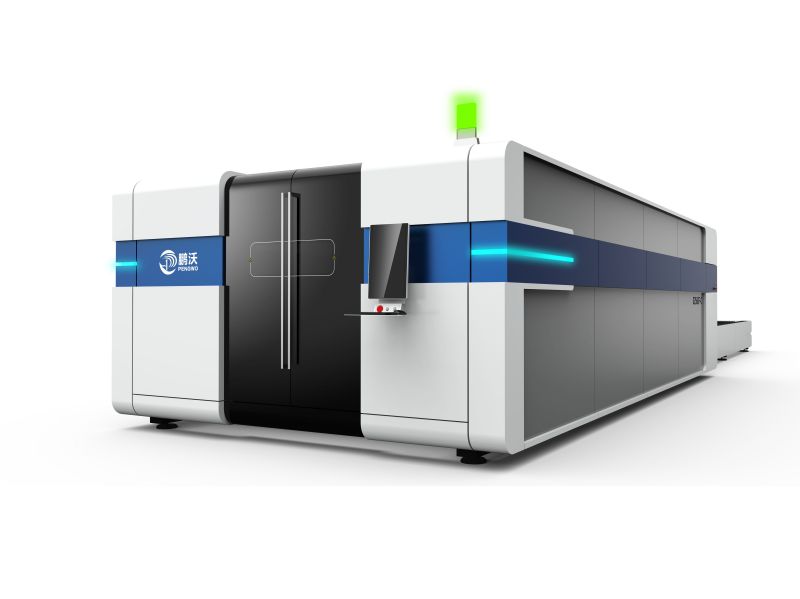

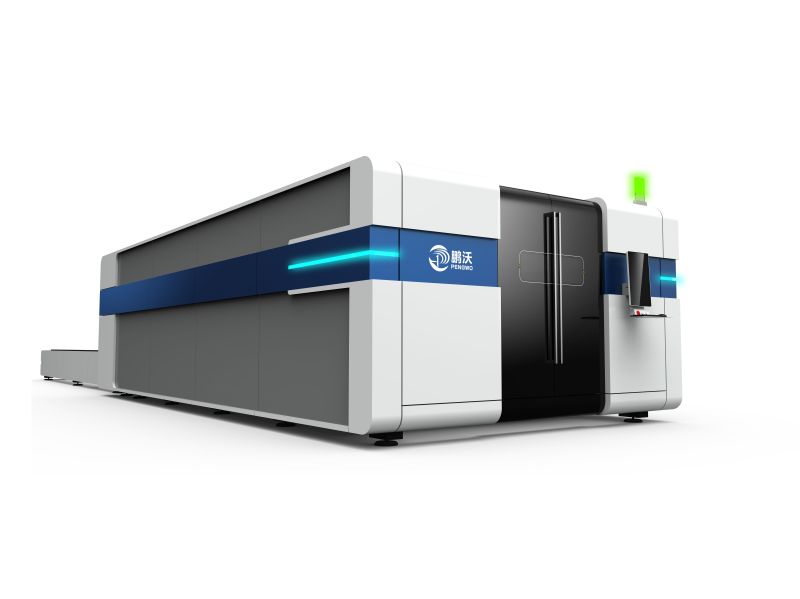


Macchina da taglio laser a circuito chiuso da 6000 watt
Sistema di taglio bus intelligente di fascia alta
Stabile e affidabile, facile da implementare, facile da sottoporre a debug, ricco di funzionalità, potenza di calcolo, algoritmo, flusso di processo, controllo generale del trasporto aereo ottimizzazione
Funzionamento perfetto del sistema, miglioramento significativo dell'efficienza e della stabilità di taglio, aumento della competitività di base dell'attrezzatura

Sistema di taglio bus intelligente di fascia alta
Regolazione fine, elevata flessibilità, ottima tenuta, elevata stabilità, buona qualità di taglio, perforazione rapida, taglio completo di lamiere di diverso spessore e materiale; collimazione e messa a fuoco tramite lenti composite, qualità ottica ed effetto di taglio ottimali.

Banco di saldatura per impieghi gravosi
Lamiere di acciaio pesante saldate, struttura del letto prevalente, elevata stabilità, utilizzo della tecnologia di ricottura di distensione, elevata resistenza meccanica, resistenza alle alte temperature, non facile deformazione
Le barre di rinforzo interne del tubo sono rinforzate, vengono aggiunti quattro supporti e il funzionamento ad alta velocità non è scosso
Sistema di aspirazione fumi a doppia combinazione per una purificazione completa della fuliggine.
◎Scansione a pressione negativa della ventola di scarico a flusso di manicotto a tratti
◎ Posizionamento automatico del taglio laser a induzione del letto a pezzi, apertura precisa dello scarico dei fumi
◎Ventola a flusso assiale racchiusa, aspira il fumo verso il basso, con un'adsorbimento potente e duraturo a 360°.
◎ per creare una cavità nascosta aperta completamente chiusa rete di controllo del fumo

Specifiche

FAQ
Il taglio laser chiuso non è in grado di tagliare completamente.
Declino della potenza del laser o invecchiamento del tubo, velocità di taglio laser troppo elevata, inquinamento dello specchio di focalizzazione o dello specchio, rottura dello specchio di focalizzazione, effetto di focalizzazione scarso, regolazione della lunghezza focale inappropriata, percorso ottico del laser errato, instabilità di tensione, corrente laser bassa
Il tasso di riflessione del materiale tagliato è molto elevato, l'uscita della luce dell'ugello è ostruita, la pressione del gas ausiliario è troppo bassa e l'effetto di raffreddamento del sistema di raffreddamento è scarso.
Il punto di partenza e il fuoco della linea di taglio chiusa non coincidono
C'è allentamento tra l'ingranaggio e l'albero nel piano di lavoro, la guida dell'asse X e dell'asse Y non è verticale, la cinghia di trasmissione dell'asse X e dell'asse Y è allentata L, lo spazio tra il cursore e la guida è troppo grande L, la cinghia del righello è troppo allentata e si genera uno spazio inverso
La testa laser chiusa non produce alcuna sorgente luminosa
La potenza del laser diminuisce o la lampada è usurata, l'energia di uscita del laser è troppo bassa e il percorso ottico viene deviato a causa di viti allentate nella testa di taglio laser.
Nella cavità laser è presente più polvere, che contamina il telaio del diaframma, e il sistema di raffreddamento rimane acceso a lungo senza spegnere l'alimentatore del laser, causando la formazione di ghiaccio e l'assenza di luce.
Il tavolo salta nel processo di taglio chiuso
La cinghia di trasmissione è permanentemente deformata, la scanalatura dell'ingranaggio di trasmissione è sporca, il dente non è corretto, la piccola scanalatura dell'ingranaggio di riduzione è sporca
La dimensione del taglio è troppo grande
Il numero di impulsi non è impostato correttamente, la compensazione del raggio non è impostata e i parametri di fabbrica del piano non sono impostati correttamente
Categoria di prodotti
-

Il produttore fornisce interruttori chiusi 2060 ad alta potenza...
-
Il produttore fornisce interruttori chiusi ad alta potenza 2560...
-
Macchina da taglio laser a fibra commutata chiusa 2060
-
Il produttore fornisce interruttori chiusi ad alta potenza 1560...
-

I produttori forniscono laser a commutazione chiusa da 3000 W...