Telefon: +8618853401859
Telefon: +8618853401859 E-mail: a.ren@pw-laser.com
E-mail: a.ren@pw-laser.com







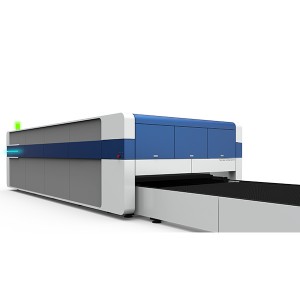
Sluten switchande fiberlaserskärmaskin
Avancerat intelligent busskärningssystem
Stabil och pålitlig, enkel att driftsätta, enkel att felsöka, omfattande funktioner, datorkraft, algoritm, processflöde, övergripande optimering av flygtrafikkontroll
Perfekt systemfunktion, förbättrar skäreffektiviteten och stabiliteten avsevärt, förbättrar utrustningens kärnkonkurrenskraft

Avancerat intelligent busskärningssystem
Finjustering, hög flexibilitet, väl tätad, hög stabilitet, god skärkvalitet, snabb perforering, komplett plattskärning av olika tjocklekar och material; Kollimering och fokusering med kompositlinser, optimal optisk kvalitet och skäreffekt.

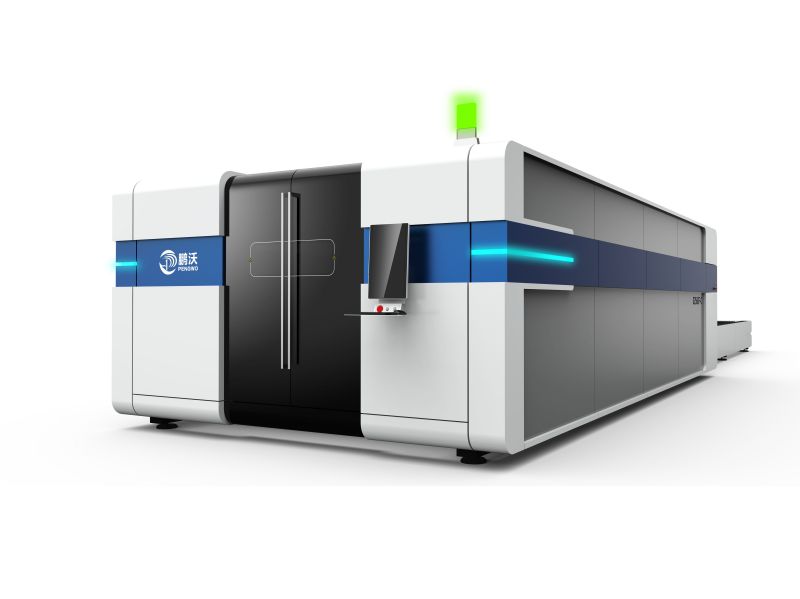
Kraftig svetsbädd
Svetsade tunga stålplattor, Den rådande bäddstrukturen, hög stabilitet, Användning av spänningsavlastande glödgningsteknik, hög mekanisk hållfasthet, hög temperaturbeständighet, inte lätt deformation
Rörets inre armeringsstänger förstärks, fyra stöd läggs till och höghastighetsoperationen skakas inte.
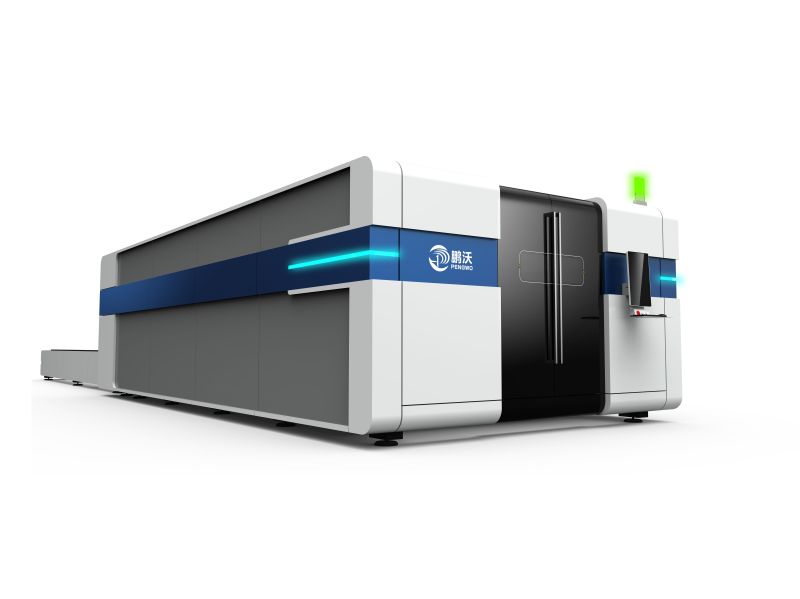
Dubbelkombinerad rökavgas omfattande rening av sot
◎Styckvis avsökning av negativt tryck på avgasrör + hylsflödesfläkt
◎ Styckvis bädd automatiskt induktionslaser skärposition, öppna noggrant rökutsläpp
◎ Axialfläkt med innesluten nedåtgående rökblåsning, 360° stark lång adsorption
◎ för att skapa ett dolt hålrum, öppet, helt slutet rökkontrollnät, rök

Specifikation

Vanliga frågor
Sluten laserskärning kan inte skära igenom.
Lasereffekten minskar eller röret åldras, laserskärhastigheten är för hög, fokusspegeln eller spegeln är förorenad, fokusspegeln spricker, fokuseringseffekten är dålig, brännviddsjusteringen är olämplig, laserns optiska väg är felaktig, spänningsinstabilitet, laserströmmen är liten
Reflektionshastigheten för det skurna materialet är mycket hög, munstyckets ljusutgång är blockerad, hjälpgastrycket är för litet och kylsystemets kyleffekt är dålig.
Startpunkten och fokus för den avskurna slutna linjen sammanfaller inte
Det finns en löshet mellan kugghjulet och axeln i arbetsbordet, X-axelns och Y-axelns styrskenor är inte vertikala, drivremmen på X- och Y-axeln är lös L, mellanrummet mellan sliden och styrskenan är för stort L, linjalens remmar är för lösa och ett omvänt mellanrum uppstår.
Det slutna laserhuvudet producerar ingen ljuskälla
Lasereffekten minskar eller lampan är åldrad, laserns uteffekt är för låg och den optiska vägen är avböjd på grund av lösa skruvar i laserskärhuvudet.
Det finns mer damm i laserhålan, vilket förorenar membranramen, och kylsystemet är öppet under en längre tid utan att laserströmförsörjningen öppnas, vilket resulterar i is och inget ljus.
Bordet hoppar i den slutna skärprocessen
Drivremmen är permanent deformerad, spåret i växellådan är smutsigt, kuggen är felaktig, det lilla spåret i storleksreduceringsväxeln är smutsigt.
Snittstorleken är för stor
Pulsantalet är inte korrekt inställt, radiekompensationen är inte inställd och sängens fabriksparametrar är inte korrekt inställda.